
13. Februar 2022: Aschkasten Lok RUR
Zusammen mit dem Kondensatbehälter wurde auch der bei Lonkwitz in Wetzlar gefertigte Aschkasten für die RUR abgeholt. Nach der Henschel-Werkszeichnung ist der Aschkasten dreigeteilt; d.h. der "Trichter" vom Aschkasten ist zweigeteilt und kann auch vom Unterteil des Aschkastens losgeschraubt werden.
Ich bin schon auf den Tag gespannt, bei dem wir in x Jahren vielleicht mal versuchen werden, den Aschkasten nach unten aus der RUR auszubauen, um hierbei nicht den Kessel und das Dach abheben zu müssen.

12. Februar 2022: Kondensatbehälter RUR
Heute haben wir mit der Vorbereitung des Kondensatbehälters für das Nieten begonnen. Hierzu werden die Bleche wieder abgenommen, um an den Kontaktflächen zwischen Winkeln und Blech lose Walzhaut zu entfernen, die Bohrungen zu entgraten und zum Korrosionschutz die Kontaktflächen zu grundieren. Der Behälter vor der Arbeit...

... und der entblätterte Behälter am Abend.

11. Februar 2022: Kohlenkasten E.K.B. 14g
Zur Vorbereitung der Nietarbeiten haben wir das Stirnblech vom Kohlenkasten der E.K.B. 14g wieder abgebaut.

10. Februar 2022: O-Wagen GbKB 1050 auf dem Weg zum Strahlbetrieb
Nach Abschluß der Nietarbeiten ist der Rahmen vom O-Wagen GbKB 1050 zum Sandstrahlen und Lackieren abgeholt worden. An den Verstärkungsprofilen in Rautenform unter den Rahmenlängsträgern ist zu erkennen, dass der O-Wagen von der Waggonfabrik Görlitz gebaut wurde.

Damit der Lackierer weiß, welche Teile er lackieren und welche er nur grundieren soll, sind die Anbauteile vor dem Transport passend sortiert worden.
9. Februar 2022: Bearbeitung Krümmer Abdampfleitung
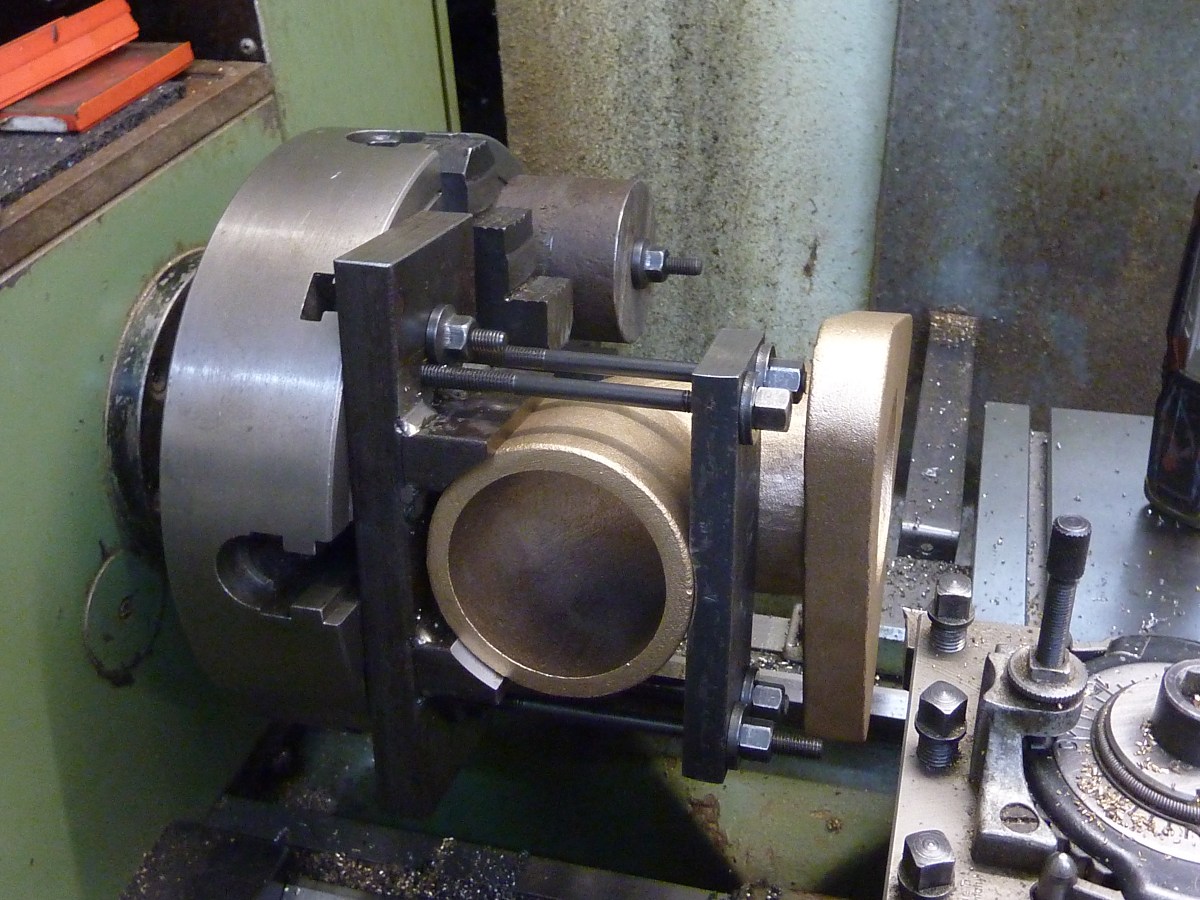
Um die Unwucht durch die außermittige Aufspannung von Vorrichtung und Werkstück auszugleichen, werden auf der Planscheibe noch Gegengewichte (die runden Scheiben hinten) befestigt. Der Krümmer selber wird so ausgerichtet, dass die Bohrung zentrisch läuft und die Flanschfläche möglichst senkrecht zur Drehachse steht.
Die Flanschfläche ist plangedreht.
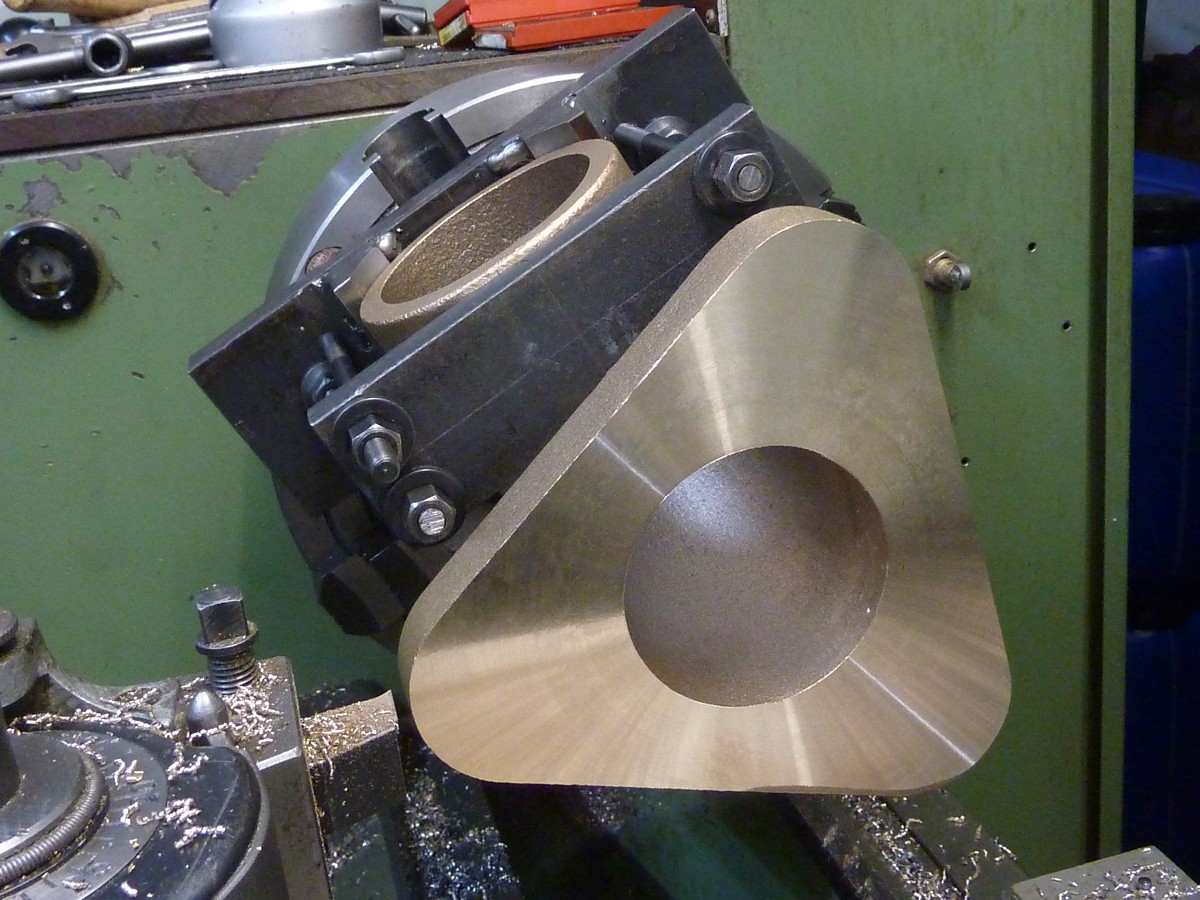
Der nächste Schritt ist das Einbringen des kegeligen Linsensitzes.
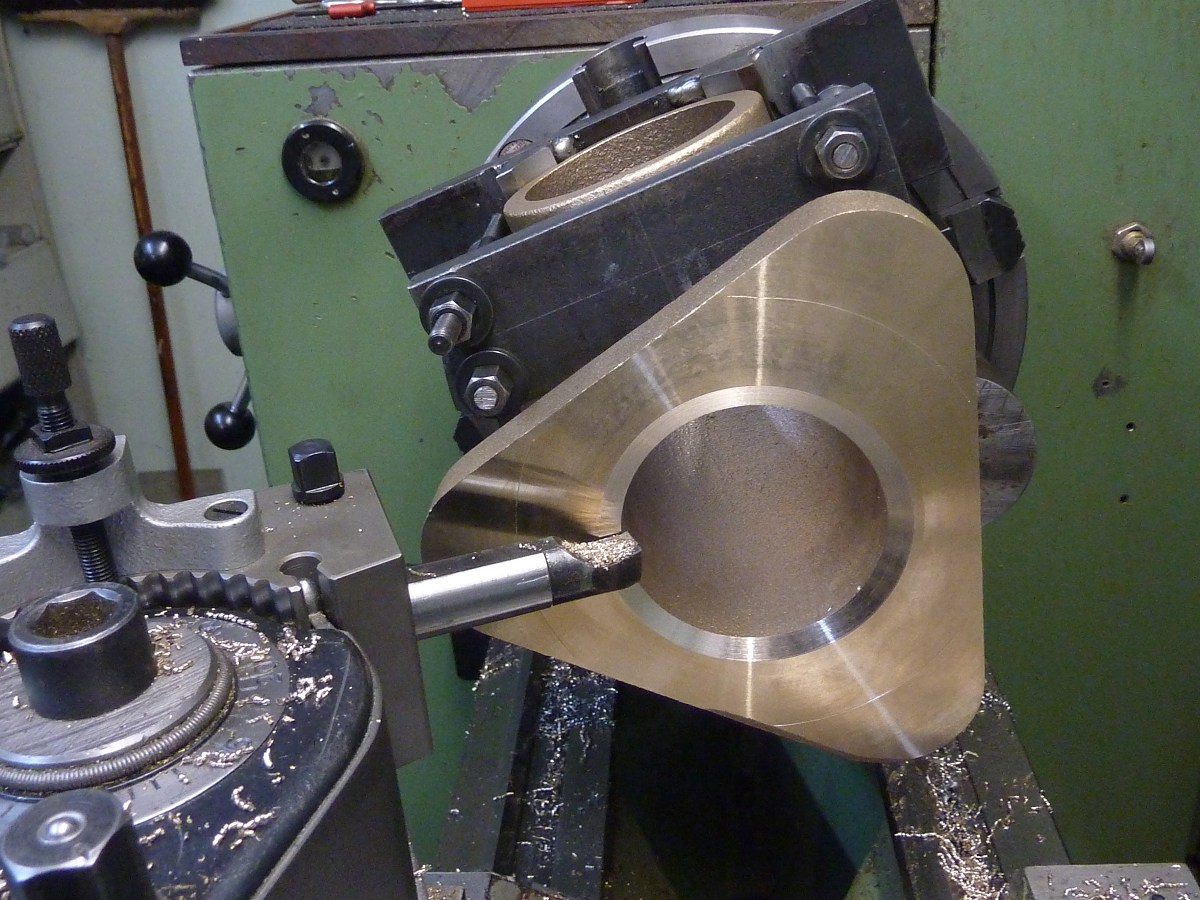
Vorher und nachher ... mittlerweile ist der zweite Krümmer auch an der Flanschfläche bearbeitet. Weiter geht es dann in den nächsten Tagen mit der Bearbeitung des Rohrstutzens zur Aufnahme der Dampfleitung, was auf der Fräsmaschine erfolgen wird.
Das Bauen der Spannvorrichtung hat natürlich etwa 10x so lange gedauert wie die Bearbeitung der Teile ...

8. Februar 2022: Vorrichtung für Krümmer Abdampfleitung
Für die Bearbeitung der Abdampfleitungs-Krümmer der RUR, die wir haben gießen lassen, musste zunächst eine Vorrichtung konstruiert werden, um die Werkstücke auf der Drehmaschine zur Bearbeitung der Flanschfläche spannen zu können: Der Teilesatz für die Vorrichtung ist hier noch in Einzelteilen zu sehen ...

... und hier ist er zur weiteren Bearbeitung auf die Planscheibe gespannt.
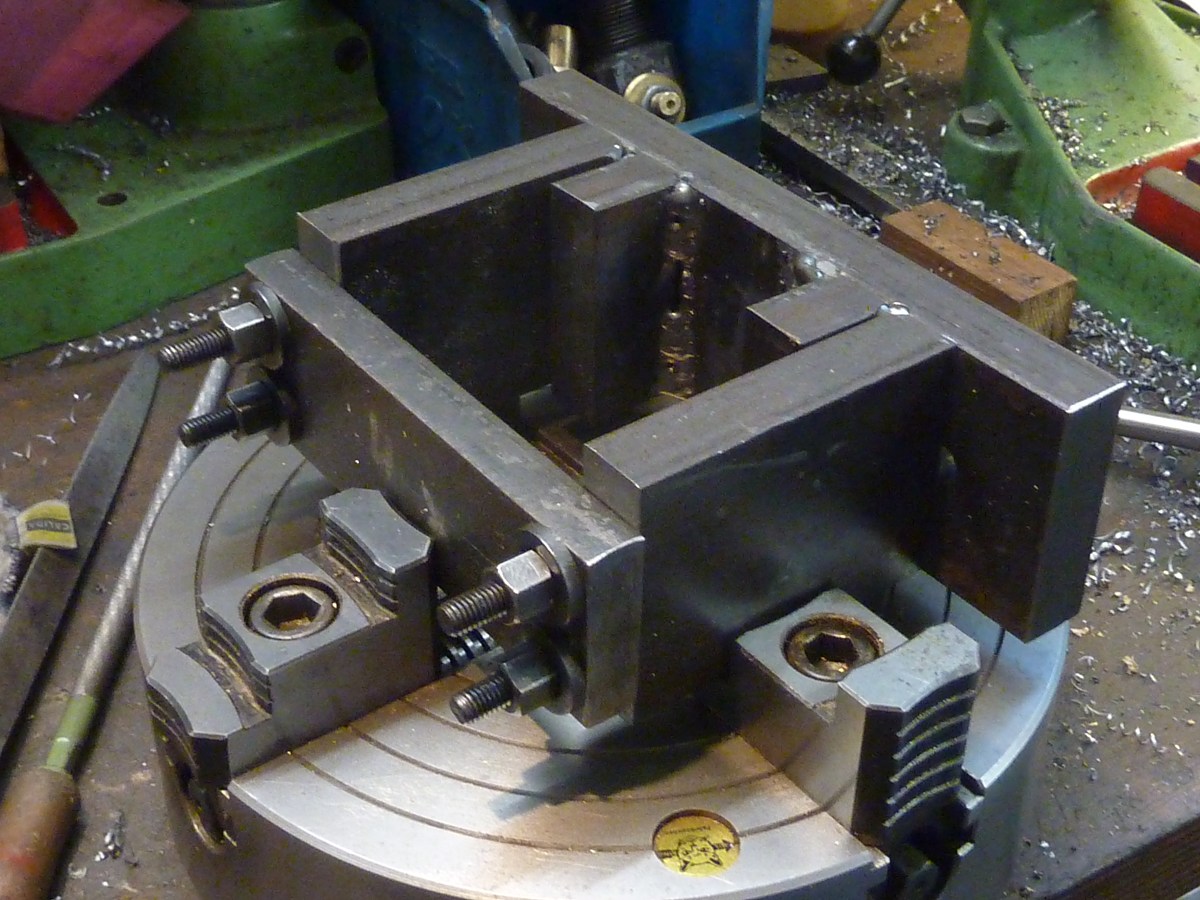
Der Krümmer wird auf dem Außendurchmesser des Rohrstutzens gespannt, daher musste die Vorrichtung auf diesen Durchmesser ausgedreht werden.
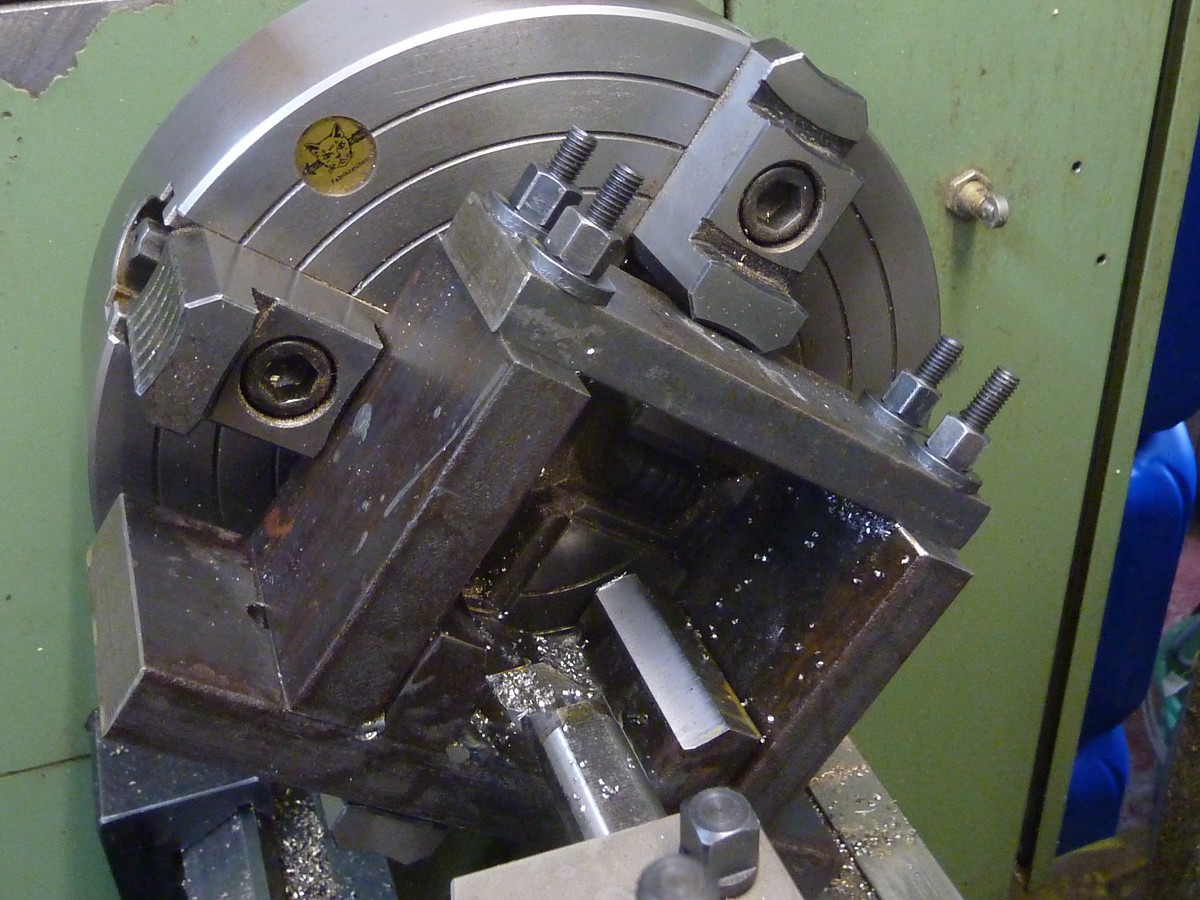
Nach dem Ausdrehen wurde ein Krümmer probehalber aufgespannt. Das Prinzip der Vorrichtung wird deutlich: Eine Platte mit Aufnahmeflächen für den Krümmer wird mit T-Nuten-Schrauben auf der Planscheibe befestigt; mittels Stiftschrauben und einer Traverse wird der Krümmer auf der Platte festgespannt.

7. Februar 2022: Ventilspindeln für Körting-Doppelsauger
Im Gegensatz zu den zugekauften Spindeln für das große Anstellventil werden die Spindeln für das kleine Ventil der Doppelsauger selber gemacht.
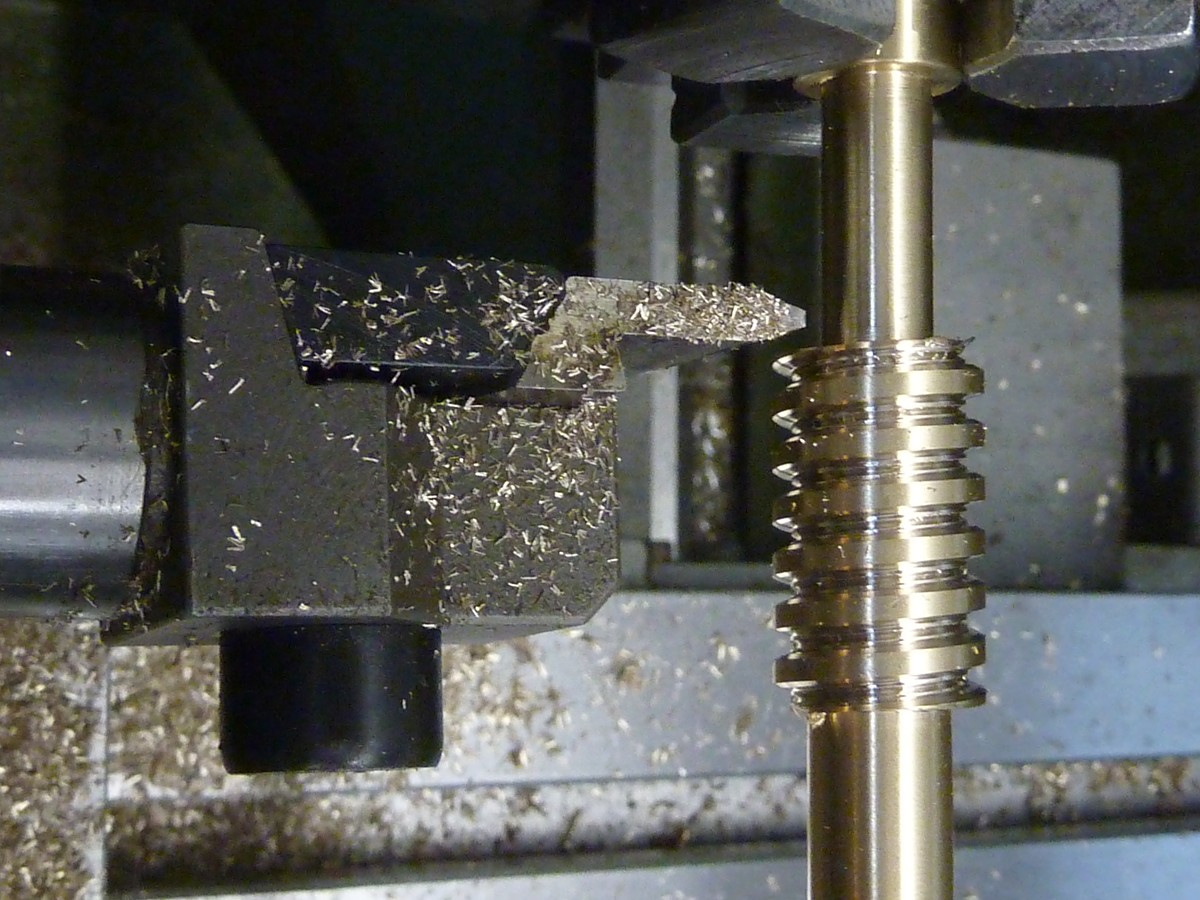
Vordrehen des Trapezgewindes Tr16x4: Aufgrund des großen Zerspanungsvolumens ist es zweckmäßig, mit einem 60°-Spitzgewindestahl vorzuarbeiten, damit der Trapezgewindemeißel es beim Ausformen des Gewindes leichter hat.

Phasenweise sieht das Gewinde recht merkwürdig aus ...fertigdrehen mit Trapezgewindestahl.
7 Gewindespindeln warten auf den Einbau.

6. Februar 2022: Dreiwegehahn am Dom der RUR montiert.
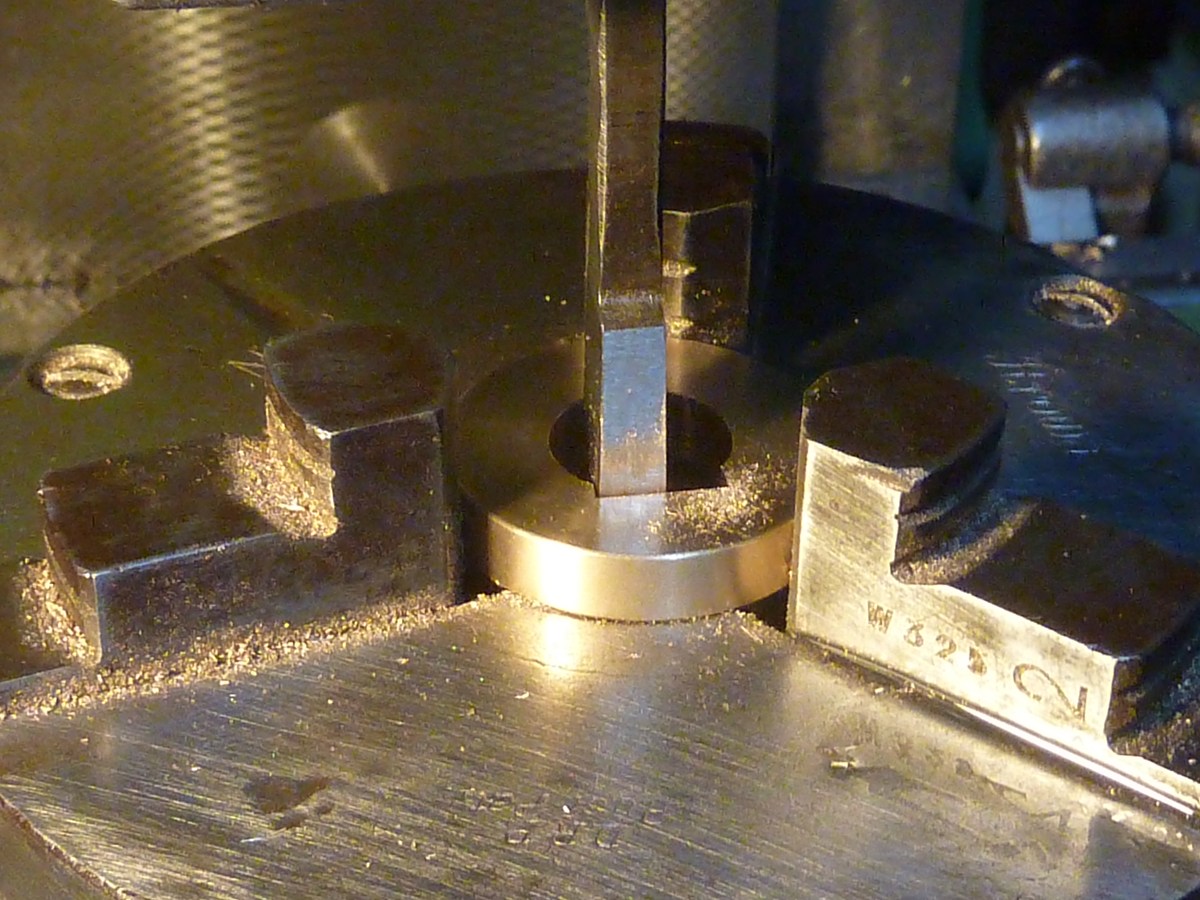
Für den Dreiwegehahn, für den vor 2 Wochen bereits das Hahnküken gefertigt wurde, musste noch eine Hahnscheibe gedreht werden - hier das Stoßen der Vierkantbohrung. Da der örtliche Baumarkt außerdem keine M12er Muttern aus Messing verkaufen wollte, wurden kurzerhand aus Resten zwei Stück selber gemacht, sodass der Dreiwegehahn nunmehr fertiggestellt ist. Einen Hahngriff hatten wir noch im Fundus.
Das Mittel der Wahl zum Einfetten des Hahnkükens.ߘt;/p>
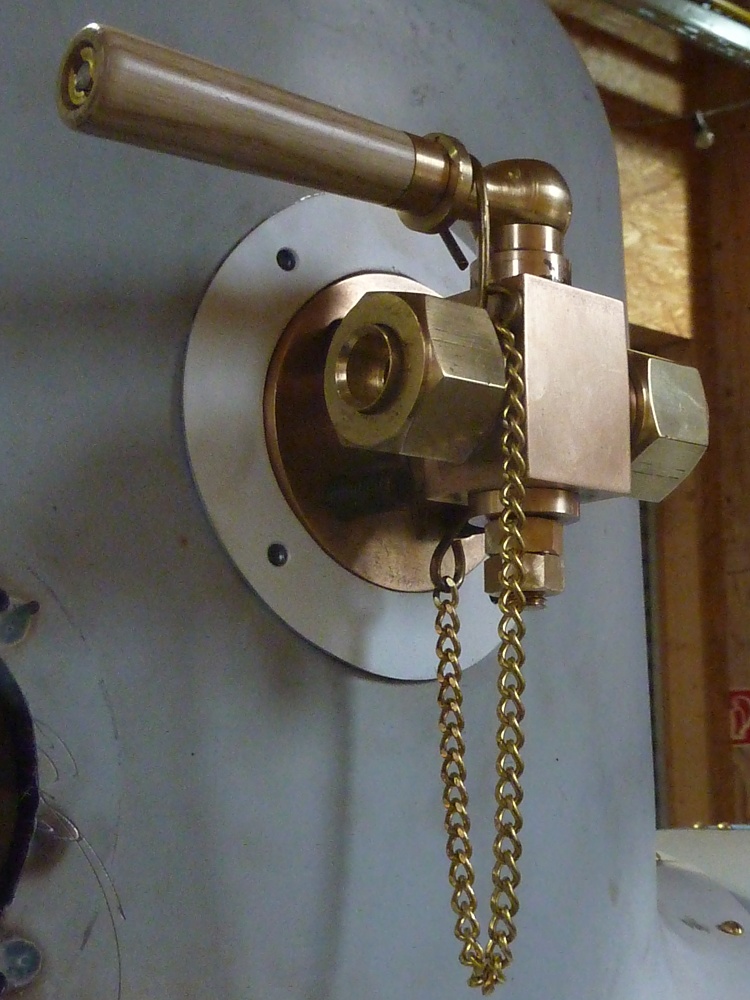
Der Dreiwegehahn probemontiert am Dampfdom der RUR. Da der Hahn 4 Hahnstellungen besitzt, muss es möglich sein, das Hahnküken um 360° zu drehen. Hierfür ist neben dem Flansch des Hahnes auch der Dampfdom im Weg. Lösung des Problems: Der Hahngriff kann abgenommen und auf dem Vierkant des Kükens umgesetzt werden. Damit der Hahngriff nicht verlorengeht, haben wir ihn "an die Kette gelegt".
5. Februar 2022: Ölleitungsanschluss der RUR komplettiert
Die Zylinderöl-Versorgung ist jetzt wieder komplett montiert: Wir haben noch den Rohrstutzen (rechts im Bild), der auf die Frischdampfleitung aufgelötet wird, von den Überresten des alten Rohres befreit und auf den Außendurchmesser der neuen Dampfleitung ausgespindelt. Außerdem wurden aus massivem Kupfer Dichtungen in speziell angepassten Stärken gefertigt, damit die Ölrückschlagventile nach der Montage in die richtige Richtung zeigen.

4. Februar 2022: Kleinteiliges aus der Armaturenwerkstatt
Der Bericht von Thomas zur Überholung der Ölrückschlagventile geht weiter:
Nach den Gehäusen (siehe Tagebuch vom 27. Januar) wollte ich mich noch um die Innereien der Ölrückschlageventile kümmern - die hatten es bitter nötig! Nach dem ersten Überdrehen gab es noch gut sichtbare Rostnarben auf dem Ventilkegel.

Nach dem Überdrehen. Nach der Fertigstellung der Ventilkegel wurden die Ventilsitze noch leicht eingeschliffen.

Bedingt durch die Kleinheit der Werkstücke habe ich das UWG1 für die Bearbeitung eingesetzt. Das UWG1 ist an sich schon nicht besonders groß - dennoch macht es auf dem angehängten Bild Mühe, das Werkstück zu finden. Die "große" Drehbank wäre übrigens auch deshalb ungeeignet gewesen, weil sie mit max. 2500 U/min keine ausreichend hohe Drehzahl für eine einigermaßen günstige Schnittgeschwindigkeit hätte erzeugen können - bei einem Werkstückdurchmesser von 6 mm habe ich mit einer Drehzahl von 3800 U/min gearbeitet.

Kleiner Meißel, kleines Werkstück, kleine Späne ... ungewohnte Dimensionen für eine Dampflok.
