
Auf der Werkbank lagen noch Anstellventile für die 14g und andere Loks - los geht es mit dem Bearbeiten des Spannzapfens: Zentrieren, ...

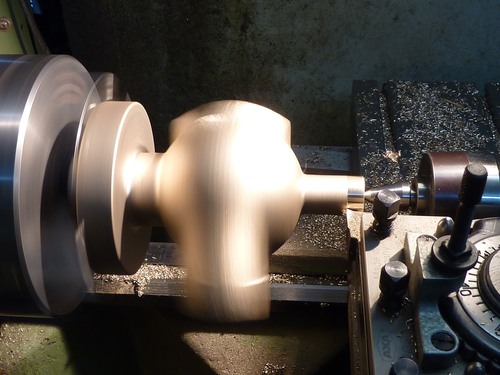
Außenrunddrehen, ...

Umspannen und Vierlochflansch bearbeiten:

Nochmal umspannen und Innengewinde fertigen:

Zum Bohren der Flansche Umzug auf die Fräsmaschine:

Die Außengewinde für den Rohranschluß können erst gefertigt werden, wenn das entsprechende Werkzeug eingetroffen ist.
