
12. Januar 2024: Fertigung der neuen Achswelle Dampflok RUR
Ergänzend zu dem gestern gezeigten Link zu Sven Schlenkrichs Bericht über die Aufarbeitung des Fahrwerks der Lok RUR in Zamberk können wir hier noch einen Bericht des Hammerwerks Baumann verlinken, wo die Achswelle gefertigt wurde: Kropfachse Dampflok RUR
Die Fertigung eines solchen Halbzeugs war auch für diese Firma eine Erwähnung auf deren Website wert. Dampfloktreibachsen werden heute nicht mehr täglich neu geschmiedet.
11. Januar 2024: Roll-out KKB 7 und Bericht zur RUR im Bimmelbahn Forum
Nach Abschluss aller Arbeiten haben wir den KKB 7 zu einem Foto vor die Wagenhalle in Hüinghausen gerollt.

Sven Schlenkrich hat heute einen schönen Bericht zur Aufarbeitung des Fahrwerks der RUR ins Bimmelbahnforum gestellt. Viele Bilder hiervon hatten wir bereits in den letzten 2 Jahren hier im Tagebuch veröffentlicht. Bei Sven gibt es die Arbeiten jetzt komprimiert in einem Stück mit vielen technischen Detailinformationen. Bevor ich alles noch mal nacherzähle - lest selber:
https://bimmelbahn-forum.de/forum/index.php?thread/23432-aufarbeitung-des-fahrwerks-der-kastendampflok-rur-in-der-lokwerkstatt-žamberk/&pageNo=1
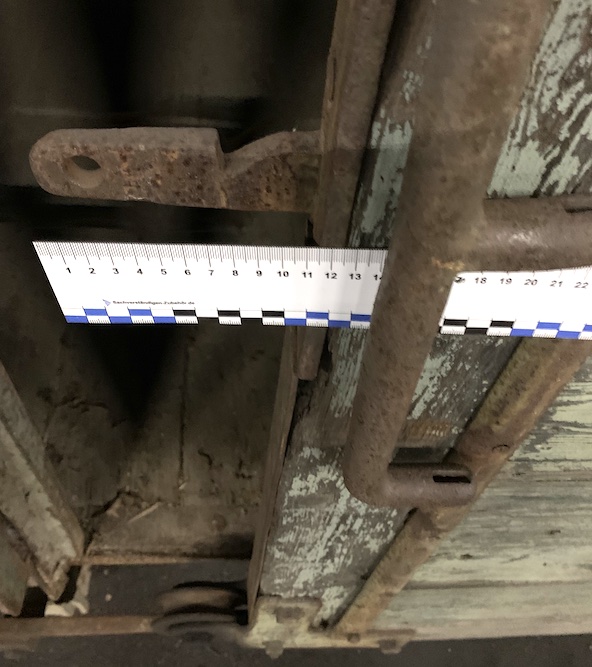
8. Januar 2024: Schiebetürschloss BK 38 versus MEG 133
Die Schiebetüren von unserem Bielefelder PwPost BK 38 können über ein Vierkantschloss verschlossen werden. Gleiche Schlösser waren auch an den baugleichen Schwersterfahrzeugen der Herforder Kleinbahnen zu finden. Zusätzlich ist hier die Schiebetüre vom HK 32 mit einem Vorhängeschloss gesichert.


"Das gleiche Schloss haben wir ja auch an unserem Güterwagen MEG 133". Nicht ganz - eine Detailaufnahme zeigt einen kleinen Unterschied: Das Verkleidungsblech hat einen Schlitz und da schaut ein Riegel mit einem Loch hervor. Hier konnte der Riegel mit einem Vorhängeschloss blockiert werden.

7. Januar 2024: Schlösser für die Posttüren PwPost BK 38
Am Freitag haben wir noch in Coburg am BK 38 fehlende Beschlagteile aus dem Lager geholt. Darunter auch die Schlosskästen und Türklinken für die beiden Doppeltüren im Postabteil. Im Gegensatz zu heutigen Schlössern für Wohntüren steht bei dem Schloss für einen Eisenbahnwagen das Schließblech leicht schräg.

6. Januar 2024: Kreuzköpfchen und Schieberchen FKB 5i
Allgemein ist der Rheinländer ja dafür bekannt, alles zu verniedlichen, was ihm lieb und lecker ist ("Gläschen, Häuschen, Kätzchen, Kartöffelchen,...."), losgelöst von tatsächlicher Größe (Pardon: Kleinheit) und Gewicht. Bei Kreuzkopf und Schieber der FKB 5i ist das aber angebracht: Endlich hat man mal Teile, bei denen man bei der Restaurierung keinen Kran oder Gabelstapler braucht und die Teile einfach aus der Kiste nimmt und in den Pkw-Kofferraum legt.


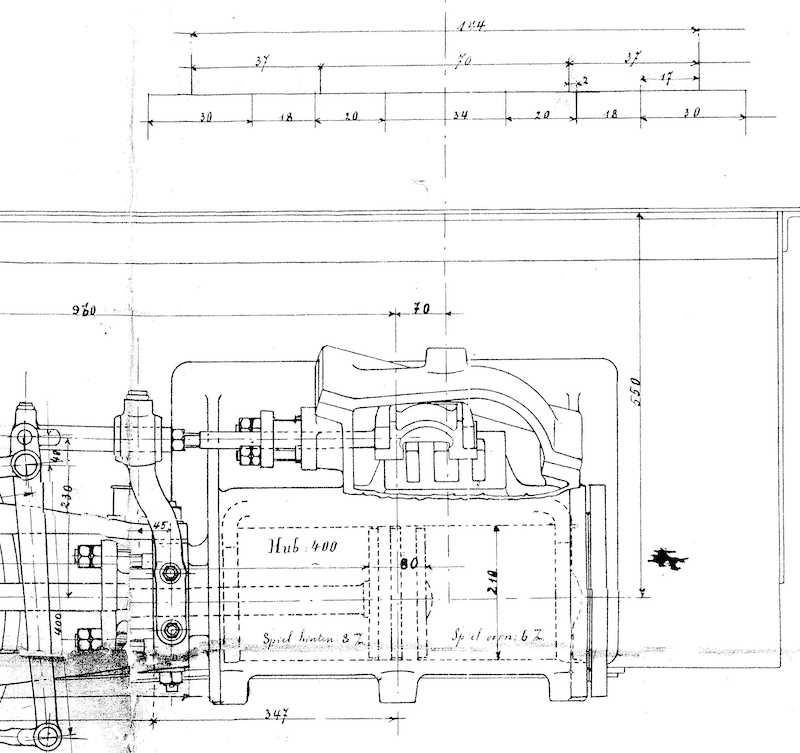
5. Januar 2024: Schnittmodell Zylinder FKB 5i
Zur Planung der Bearbeitung der neuen Zylinder der FKB 5i haben wir heute zu Vergleichsmessungen den aufgeschnittenen alten Zylinder aus dem Lager geholt. Schön sind hier im Schnitt die Kanäle zwischen Zylinder und Schieberspiegel zu sehen. In den Zylinder war zu Betriebszeiten eine Laufbuchse aus Grauguß eingezogen worden - immerhin war die Lok an die 75 Jahre im Einsatz gewesen. Unter dem Schnittbild zur Ergänzung der entsprechende Ausschnitt aus der Vulkan-Werkzeichnung "Steuerungs-Disposition" von 1893.

2. Januar 2024: eine halbe Million Besuche
Heute, ganz kurz nach der Jahreswende, können wir schon eine runde Zahl feiern, denn auf der Website von Kleinbaan Service konnten wir gestern Abend (1. Januar 2024) etwa um 19 Uhr den 500.000sten Besucher registrieren.
Ganz klar, das sind in der Hauptsache regelmäßige Besucher, die oft ein- oder mehrmals wöchentlich unser Tagebuch ansehen, und sich über den Fortgang der Arbeiten informieren. Dafür spricht auch die sehr geringe "bounce rate" unserer Website (damit sind Besucher gemeint, die nach Ansicht der Titelseite keine weiteren Informationen ansteuern).
Eindeutiger Publikumsliebling ist, wenig erstaunlich, unsere Dampflok "Rur", die auch bei der Anzahl der Beiträge mit bis dato 330 Stück (von 1270) klar vorne liegt. Auch der erste Tagebucheintrag galt schon diesem Projekt. Stark aufgeholt hat der Themenbereich "Lenz-Personenwagen", insbesondere durch die Fertigstellung von gleich dreien dieser Fahrzeuge im gerade vergangenen Jahr. Etwas unterrepräsentiert waren in 2023 die Güterwagen, was sich in 2024 wahrscheinlich wieder etwas verbessern wird. Auch wird die Vielfalt da etwas größer werden.
Wir hoffen jedenfalls, stets interessante Einblicke in die Werkstattarbeit zu bieten.
1. Januar 2024: Neue Zylinder FKB 5i
Kleinbaan Service B.V. wünscht allen Freunden, Mitarbeitern und Unterstützern ein frohes und erfolgreiches neues Jahr 2024!
In diesem Jahr wollen wir die neuen Zylinder der FKB 5i bearbeiten, die bereits vor über 5 Jahren gegossen wurden. Das heißt, vorhandene Zeichnungen sichten und die alten Zylinder zur Kontrolle und zum Nachmessen aus dem Lager holen.

Der rechte Originalzylinder. Gut ist der große Riss im Zylinder zu erkennen, der den Anstoß zur Neufertigung der Zylinder gab. Im hinteren Zylinderbereich scheint es einen weiteren, bereits einmal zugeschweißten, Riss zu geben. Zwischen Zylinder und Rahmen war ein Blech eingelegt. Offen ist, ob das so original vorhanden war oder erst bei der Reparatur des Zylinders durch die DR eingefügt wurde.


31. Dezember 2023: Dachaufsatz RUR
Das fertig gebogene Blech für den Dachaufsatz-Bausatz oberhalb von Dom / Sicherheitsventil ist da - die Winkelprofile als Halter fehlen noch.

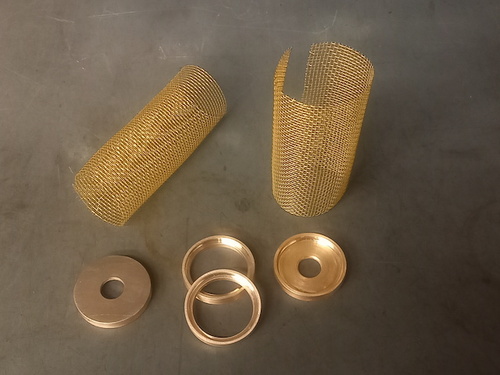
30. Dezember 2023: Michalk-Öler M.M.E. 4, Teil 2
Die fertig verlöteten Ölsiebe und die Glashalter noch vor dem Ausfräsen (Damit das eingegossene Öl auch bis ins Glas kommt).

Fertiger Öler noch ohne Drahtkorb. Die Deckel sind mit einer Kette gesichert, die an einem in den Deckelknopf eingepaßten Splint angehängt ist.

Endlich wurde noch der Schutzkäfig aus zeichnungsgerechtem 3mm dickem Draht hinzugefügt, so daß der Öler einbaufertig ist. Nicht nur ist er technisch überholt und auf Funktion geprüft, sondern auch wieder ein kleines Schmuckstück für die Lok geworden.

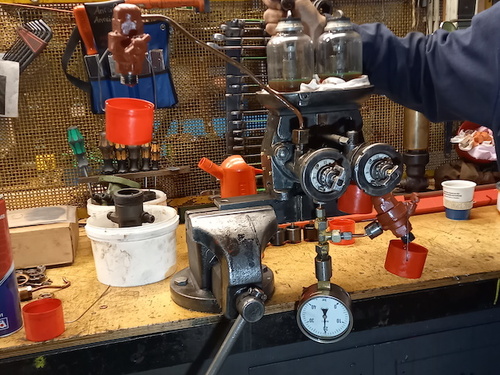
29. Dezember 2023: Michalk-Öler M.M.E. 4, Teil 1
Auch der Michalk-Öler unserer Mudauer Lok konnte fertig aufgearbeitet und geprüft werden. Die Antriebswelle wurde an Verschleißstellen aufgeschweißt, gerichtet und nachgearbeitet, so daß sie fast wieder wie neu wirkt.

Der Öler wurde bei EWK zur Funktionsprobe zunächst mit alten Glashaltern und Deckeln zusammengebaut; gleichzeitig sind die 4 Ölsperren OLVA III aufgearbeitet und eingestellt worden. Die Funktionsprobe verlief erfolgreich, es wurden die je zwei Anschlüsse eines Pumpenelements geprüft.

Für die neuen Ölsiebe wurden die Einfassungen aus Rotguß gedreht, desgl. die Glashalter und Einfülldeckel.

28. Dezember 2023: Spannschraubenmuttern Lok M.M.E. 4
Von den 24 Stück alten Spannschraubenmuttern gab es keine zwei gleichen Exemplare. Doch zwei scheinen noch welche der ursprünglichen Ausführung zu sein. Ein Vergleich mit der Borsig-Zeichnung ergab, daß das Eckenmaß mit ca. 65mm wohl richtig ist. Daraufhin wurden 24 neue Muttern angefertigt.

27. Dezember 2023: Federspannschrauben Lok M.M.E. 4
Die Gewindeenden der vier langen Federspannschrauben der Treibachse waren abgerostet und beschädigt. Die Gewindeenden sind auch schon einmal neu angeschweißt worden und es wurde damals ein feines metrisches Gewinde verwendet. Da die kurzen Spannschrauben noch das ursprüngliche 10-Gang Gewinde nach preuß. Normalien zeigten, wurden neue Gewindeenden mit W30x1/10"-Gewinde mit basisch umhüllter Elektrode angeschweißt. Nach dem Richten und lackieren sehen die Teile wie neu aus.



26. Dezember 2023: Handölpresse zur Luftpumpenschmierung M.M.E. 4
Die Handölpresse zur Luftpumpenschmierung unserer Mudauer Lok wurde in Mönchengladbach fertig bearbeitet:
Neben dem Kolben mußten auch die verschlissenen zwei Rückschlagventilkegel erneuert werden. Die beiden Kolbenringe aus Grauguß sind ebenfalls bei EWK entstanden. Beim ersten Zusammenbau ließ sich der Kolben aber kaum bewegen. Schnell zeigte sich, daß die Führung im oberen Deckel nicht konzentrisch lag. Daher wurde der Deckel mittig ausgebohrt und eine Führungsbuchse eingesetzt.



Der zweite Zusammenbau war erfolgreicher: Jetzt ließ sich der Kolben leicht bewegen und die Presse baute nicht nur Druck auf, sondern behielt ihn auch bei - die Rückschläge sind also dicht. Allerdings stellten wir fest, daß man ca. 12bar noch ganz gut mit der Handölpresse erreichen kann, eine Ölsperre mit über 20bar Öffnungsdruck nicht aber nicht ohne Gewalt zu öffnen vermag. Das bestätigt die alten Bilder, daß die Ölleitung ohne Ölsperre auf der Luftpumpensteuerung angeschraubt war. Man wird das Öl wohl meistens bei abgedrehter oder durch den Pumpendruckregler abgeregelten Luftpumpe einpressen. Das wird dann der Betrieb zeigen, denn derzeit ist in Deutschland wohl keine Pumpe mit dieser Schmiereinrichtung in Betrieb.


24. Dezember 2023: Jahresrückblick 2023 und Projektvorschau auf 2024
Zum Beginn der Weihnachtspause ist es ein guter Zeitpunkt, Jahresbilanz zu ziehen: In diesem Jahr haben wir 5 Wagen fertig gestellt:
2 vierachsige offene Güterwagen (OEG 805 und OEG 808) und 3 Personenwagen (FKB 6, FKB 10, KKB 7). Höhepunkte im Jahr waren die Testfahrten der beiden ersten Personenwagen und der Probelauf vom Triebwerk der RUR 2023 unter Dampf vor einer Woche.

Wie geht es im nächsten Jahr weiter?
- Im Fokus steht die Endmontage der RUR - vielleicht werden wir ja bis zum 125-jährigen im August 2024 fertig.
- Die Lok MM 4 der Nebenbahn Mosbach - Mudau wird in den nächsten Wochen wieder auf ihre Radsätze gestellt. Im Bereich der Armaturen und des Fahrwerks haben wir in 2023 gute Fortschritte gemacht. Offen ist noch immer, ob EWK es schafft, die Kupfer-Feuerkiste zu reparieren, oder wir uns nach Alternativen umschauen müssen. Dies macht es schwierig, einen Fertigstellungstermin - noch 2024 oder 2025? - abzuschätzen.
- Nach gut 2 1/2-jähriger Pause wird es in Žamberk im Frühjahr mit den Arbeiten am Fahrwerk der E.K.B. 14g weitergehen. Wie die RUR wird die Lok mit einem rollfähigen und unter Dampf getesten Fahrwerk zur Endmontage nach Deutschland zurückkommen - leider erst in 2025.
- Intensiver werden wir ab 2024 auch wieder an der Lok FKB 5i arbeiten. Hier helfen Werkszeichnungen von Vulcan aus dem Archiv im Verkehrsmuseum Dresden weiter, die wir momentan in Fertigungszeichnungen umsetzen. Während die restlichen Blecharbeiten "nur Arbeit" sind, wird die Bearbeitung bereits vor 5 Jahren (... wie die Zeit vergeht...) neugegossener Zylinder eine anspruchsvolle Aufgabe für Experten sein.
- Auf der Wagenseite wird im Bereich Februar 2024 bei Tischler der nächste offene "Lenz" Güterwagen GbKB 1050 fertig.
- Mehr Arbeit für den Tischler ist der PwPost BK 38, da der Wagen wieder seine Posttüren und eine Inneneinrichtung sowohl im Postabteil als auch im Packabteil bekommt. Im Gegensatz zum FKB 6 mit Seilzugbremse, Kanonenofen und Presskohlenheizung erhält der Wagen eine Druckluftbremse und (vorbildgerecht) elektrische Beleuchtung und eine Dampfheizung.
- Beim zugehörigen vierachsigen "Weyer"-Personenwagen StMB 13 (den wir mit einem neuen Wagenkasten aufgearbeitet bereits vor 10 Jahren zu "90% fertig" erworben hatten) geht es nach langer Pause im Frühjahr mit Restarbeiten (Lampen, Heizung, Beschlagteile, Vorhänge,....) im Innenraum weiter.
- Im Mai erwarten wir beim Tischler für die Holzarbeiten das aufgearbeitete Fahrgestell vom G-Wagen KKB 141. Bis September 2024 folgen das Fahrwerk vom G-Wagen GbKB 537 und vom Kehdinger / Kolberger O-Wagen KKB 54.
- Als "Feierabend nebem dem Hobby"-Projekt läuft nebenbei die Aufarbeitung der Draisine Klv 09-002 weiter.
Mal schauen, ob wir hiervon im Jahr 2024 jetzt 3, 4 oder 5 Fahrzeuge fertig bekommen werden. Neben dem Fortschritt in den externen Werkstätten hängt das bei den "Kleinbaanern" auch von der disponiblen Zeit ab - Familie, Gesundheit und Beruf haben halt Vorrang vor dem Hobby.

Momente, für die wir arbeiten..... Frohe Weihnachten!
Roland, Wim, Thomas, Martin, Benni und Mitstreiter
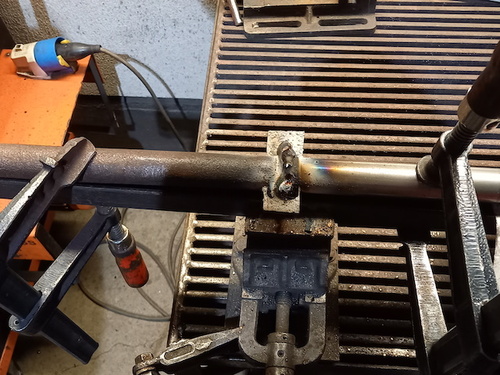
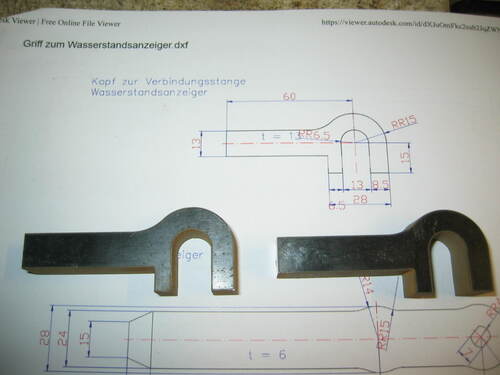
23. Dezember 2023: Griffe Wasserstandsanzeiger RUR
Zuschnitte für die Griffe der Kesselwasserstandsanzeiger wurden auf Maß geschliffen und entgratet.


Hier ein Bild vom Vorbild - der Wasserstandsanzeiger auf der linken Seite der Henschel Kastenlok OEG 102.

22. Dezember 2023: Schattenschrift am Personenwagen KKB 7.
Noch vor der Weihnachtspause hat die Beschriftung vom Wagenkasten seinen "Schatten" bekommen. Auch die Beschriftung am Längsträger ist fertig. K.K.B. steht natürlich für die Kolberger Kleinbahn AG mit Sitz in Groß Jestin.


21. Dezember 2023: Dachbeplankung RUR
Die Beplankungsbretter wurden nach Beifräsen der Nut-Feder-Verbindungen der Bretter auf dem Lokdach ausgelegt und symmetrisch
ausgerichtet. Nach Ermittlung der optimalen Breiten der beiden restlichen Beplankungsbretter wurden diese eingepasst.


20. Dezember 2023: Durchsprache Holzarbeiten PwPost BK 38
Am letzten Wochenende waren wir bei unserem Tischler gewesen. Während beim O-Wagen GbKB 1050 (im Vordergrund) nichts mehr zu besprechen war, gab es beim PwPost 38 eine lange Fragenliste zu Details.

Nebem dem Studium von Werkszeichnungen, historischen Fotos und Detailaufnahmen von anderen PwPost der Waggonfabrik Weyer wurden auch die aufgehobenen Rudimente des alten Wagenkastens gesichtet, hier eine der Türen vom früheren Hundeabteil.

Für die Posttüren wurde ein kleines Muster angefertigt, damit später bei den Türen alles passt nicht nichts klemmt.

Die meisten Kleinteile sind bereits in den letzten Jahren aufgearbeitet bzw. nachgefertigt worden. Jetzt geht es um Teile wie Schlösser, Fittings und Armaturen der Dampfheizung oder der Beleuchtung, die bei der Nachnutzung des Wagenkastens ab 1956 als Schuppen am Bahnhof Bielefeld entbehrlich und abgebaut worden waren.

19. Dezember 2023: Rundkopfschlitzschrauben für die Bremsklappe auf der RUR
Nicht mehr hergestellt werden in Deutschland metrische Rundkopfschlitzschrauben nach DIN 86. Manchmal bieten Händer noch "New Old Stock" an. Vor ein paar Wochen konnten wir eine Partie Rundkopfschlitzschrauben von einem befreundeten Eisenbahnfreund sehr günstig übernehmen. Leider war hier die benötige Ausführung in Messing für die Bremskläppchen der Körtingbremse nicht dabei gewesen. Für die Zyklendrehmaschine bei EWK war die Herstellung einer Kleinserie aber kein Problem. Im Sinne Nachhaltigkeit wurde hierfür kein neues Halbzeug genommen, sondern eine abgängige Strahlpumpen-Spindel unserer Mudauer Lok recycelt. :-)

18. Dezember 2023: Dachlattung RUR
Wir haben mit der Eindeckung des Daches begonnen. Zwischen dem Lokkasten und den Dachlatten bleibt seitlich ein Spalt. (Diesen sieht man auch auf der Werkszeichnung, wenn man es weiß). Er hilft wohl auch, dass sich kein Dampf unter dem Dach sammelt und die warme Luft oben seitlich eintweichen kann.



17. Dezember 2023: Abnahme Fahrwerk und Triebwerk RUR in Zamberk
Nach der Rückreise der Bericht zur Abnahme des Fahrwerks gestern in Žamberk. Eine Zudampfleitung (vom angeheizten Lokomobil-Kessel) und eine Abdampfleitung sind angeschlossen. Da die Joy-Steuerung abhängig vom Grad der Einfederung arbeitet (vielleicht ein Grund, warum diese Steuerung bei Dampfloks nicht so verbreitet war) und einige Tonnen Gewicht (Kessel, Lokkasten, Kondensator, ..) fehlen, wurden die Federn an der Treibachse ausgehängt und die ungefähre Höhe im Betriebszustand durch Klötzchen zwischen Rahmen und Auslager eingestellt. Die Feineinstellung der Steuerung und ggf. notwendiger Korrekturen erfolgen später bei fertiggestellter und mit Vorräten aufgelasteter Lok.

Mit Improvisationsvermögen war aus vorhandenem Altmaterial aus der "Reste-Kiste" in Žamberk ein Rollenprüfstand für die RUR gebaut worden - und der sich bewährt hat.
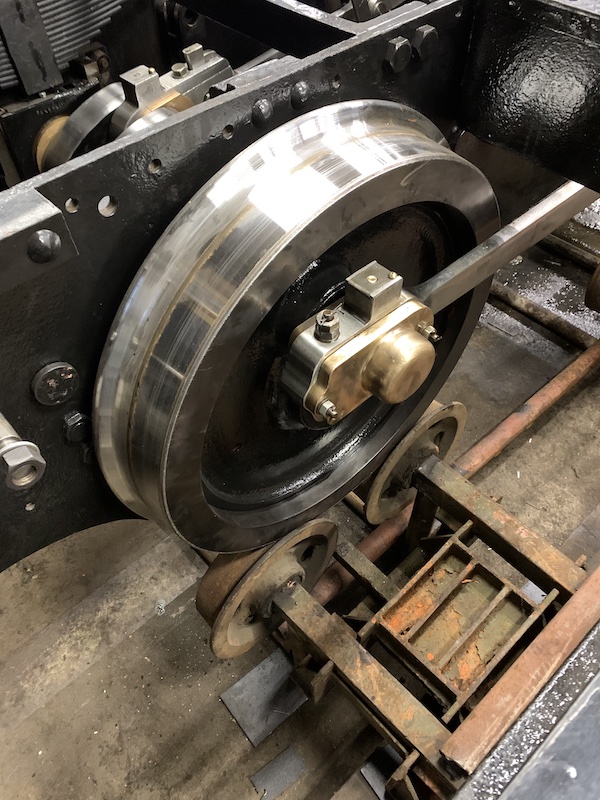
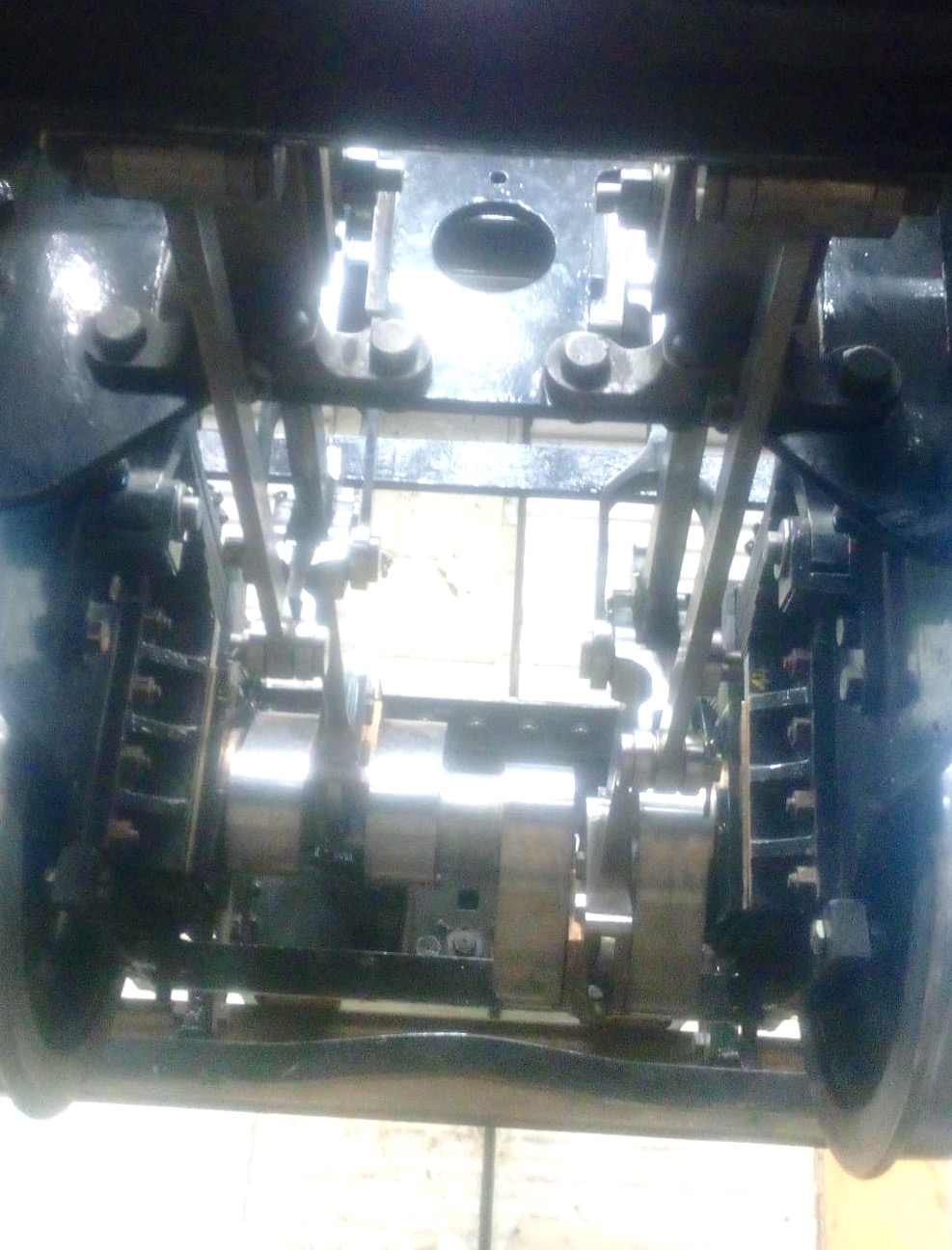
Ein Blick von hinten auf die gekröpfte Treibachse und die Steuerwelle der Joy-Steuerung.

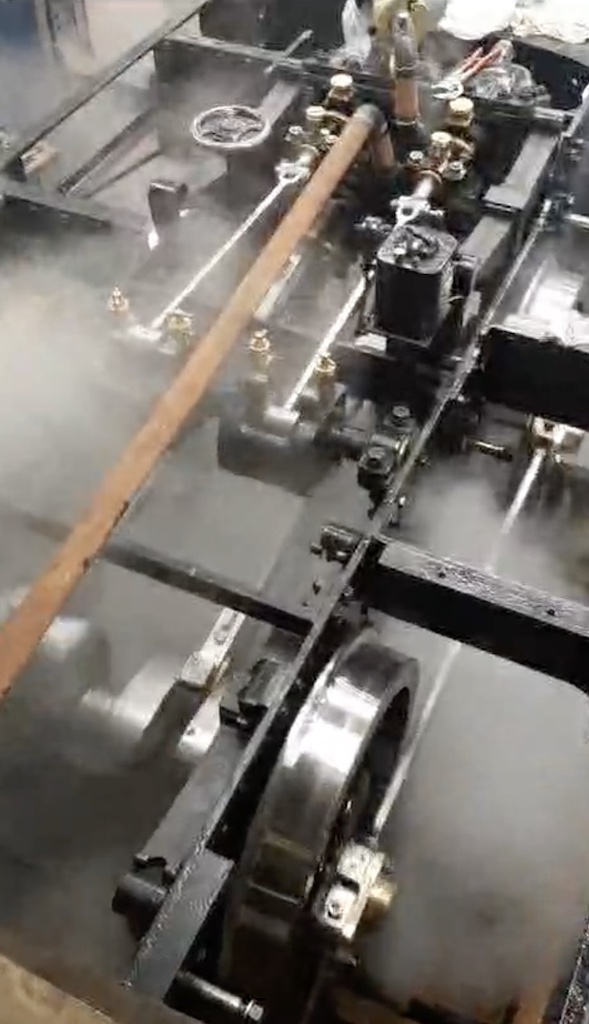
Jetzt wird es ernst: Die Zylinderhähne öffnen und alles schön vorwärmen bzw. das Triebwerk einnebeln. Es riecht nach Dampflok...

Jetzt wird es ernst.....

Hier schaut der Chef selber genau hin

Die Maschine läuft in beiden Richtungen schön rund. Zum Schluß gab es einen Dauerlauf über 20 Minuten. Bis Mitte nächster Woche werden die Stangen nochmal abgenommen, alle Gleitlager kontrolliert, alles schön sauber gemacht und die Lok für den Abtransport konserviert und vorbereitet. Wegen der Weihnachtstage wird der Transport nach Hüinghausen Anfang Janaur 2024 stattfinden.

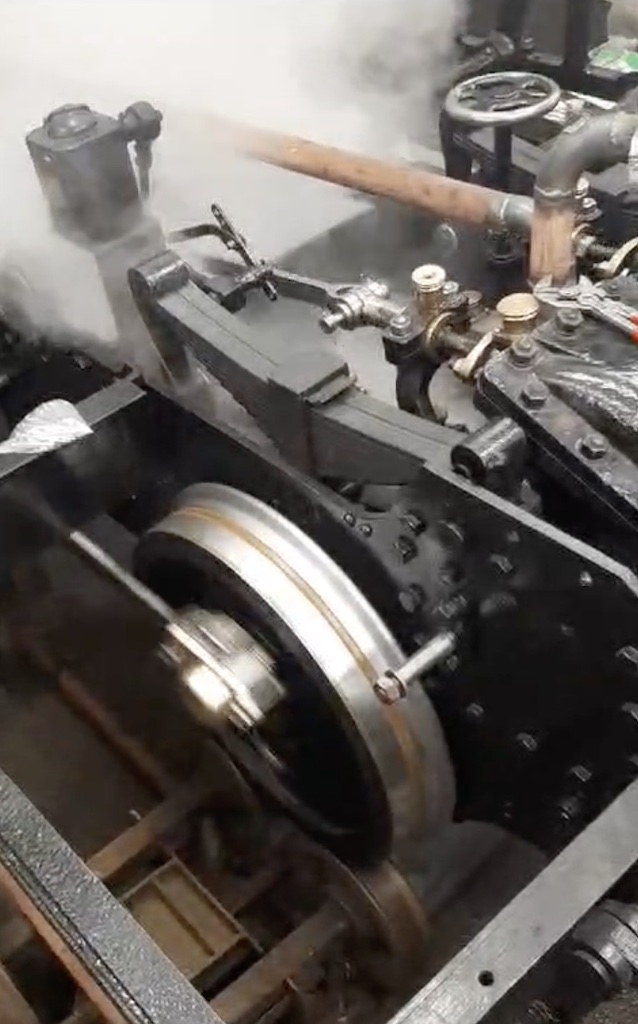
16. Dezember 2023: Triebwerk Dampflok RUR unter Dampf
Gestern, um 16:30 Uhr in Zamberk: Das Fahrwerk der RUR steht auf einem extra hierfür gebauten Rollen-Prüfstand. Eine Lokomobile fungiert als Dampfspender.


15. Dezember; 18:12 Uhr: Nach über 52 Jahren läuft das Triebwerk das erste mal wieder unter Dampf.
15. Dezember 2023: Beschriftung Personenwagen KKB 7
Diese Woche ging es mit der Beschriftung am KKB 7 los. Die Schablonen werden ausgelegt und auseinandergeschnitten. Nach Reinigung der Stellen am Wagen werden die ersten Schablonen oben am Wagenkasten aufgeklebt. Nach dem Abkleben geht es ans Ausmalen der Schablonen, insgesamt in jeweils 3 Durchgängen. Nach dem ersten Antrocknen der Farbe können (bzw. müssen) die Schablonen wieder entfernt werden.



Nach der Beschriftung oben am Wagenkasten geht es an den Längsträgern weiter.

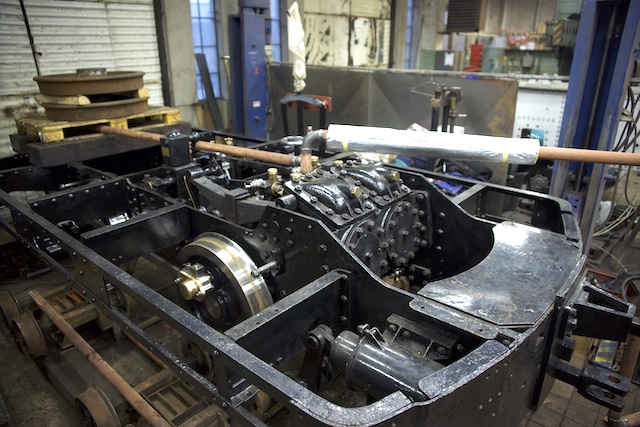
14. Dezember 2023: Triebwerk RUR
Treibachse, Treibstangen und Steuerung sind in das Fahrwerk der RUR eingebaut.
So sieht das Ganze von oben betrachtet aus:
