11. April 2026: Fabrikschild PwPost BK 38
Im Gegensatz zu dem "üblichen" Platz der Fabrikschilder an den Längsträgern der Wagen hat die Waggonfabrik Weyer Fabrikschilder am Kopfstück von Personen- und Packwagen angebracht. Für den BK 38 hat uns Wolf Groote die die Farbikschilder gebracht und die sind an der richtigen Stellen auch angeschraubt.

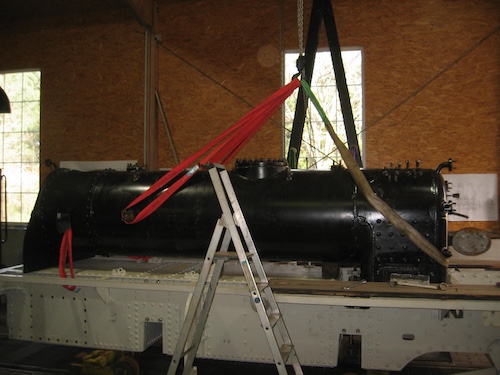
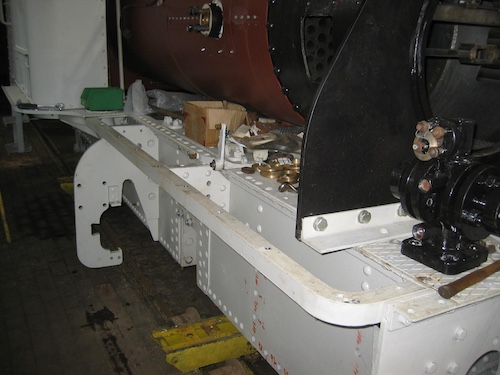
10. April 2026: Kessel FKB 5i abgehoben
Von Kessel der 5i haben wir zunächst Griffstangen, Sandkasten und das Läutewerk demontiert.


Die Läuterwerk haben wir mal auf das Führerhaus gestellt - alle Bohrungen passen genau. Also war auch bei der FKB 5i die Glocke ursprünglich auf dem Füherhausdach montiert.


Nach Entfernung der Kesselverkleidung und -Isolierung haben wir den Kessel abgehoben und auf Loren gestellt.



5. April 2026: Dampflokomotive RUR auf der Selfkantbahn Ostern 2026
Am Osterwochenende 2026 ist die Dampflokomotive RUR auf der Selfkantbahn im Einsatz. Dabei ist sie erstmalig mit vollständigem Dekor öffentlich zu sehen.


Die Ornamente im Detail :
4. April 2026: Führerhaus FKB 5i abgehoben
Das Führerhaus-Oberteil ist abgehoben und entbrettert.


Schnell folgte das Abheben der Rückwand, der Kohlenkästen und der Bodenbleche.


3. April 2026: Demontage Führerhaus-Oberteil FKB 5i
Diese Woche ging es weiter mit der Demontage des Oberteils vom Führerhaus der Dampflok 5i. Vorsichtig werden alle Anbau- und Beschlagteile zur Wiederverwendung abgenommen.


Die gut 40 Jahre Abstellung unter freiem Himmel haben an der Verblechung ihre Spuren hinterlassen. Massive Korrosion an allen Stellen, wo Winkel oder Beschlagteile angeschraubt waren. Da helfen nur noch neue Bleche.

Mühselig war auch die Demontage im Dachbereich. Unter der Dachpappe waren Mutter, Schrauben und Unterlagsblech zu zu Klumpen festgerostet. Da half kein Schlagschrauber, und die Flex musste ran.


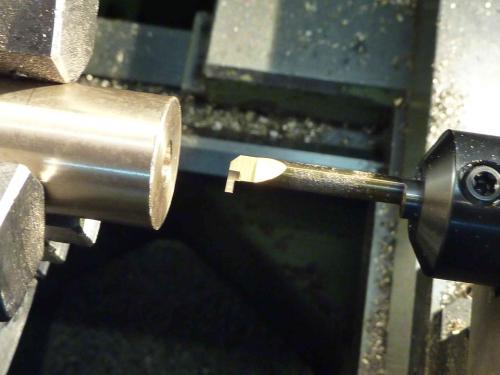
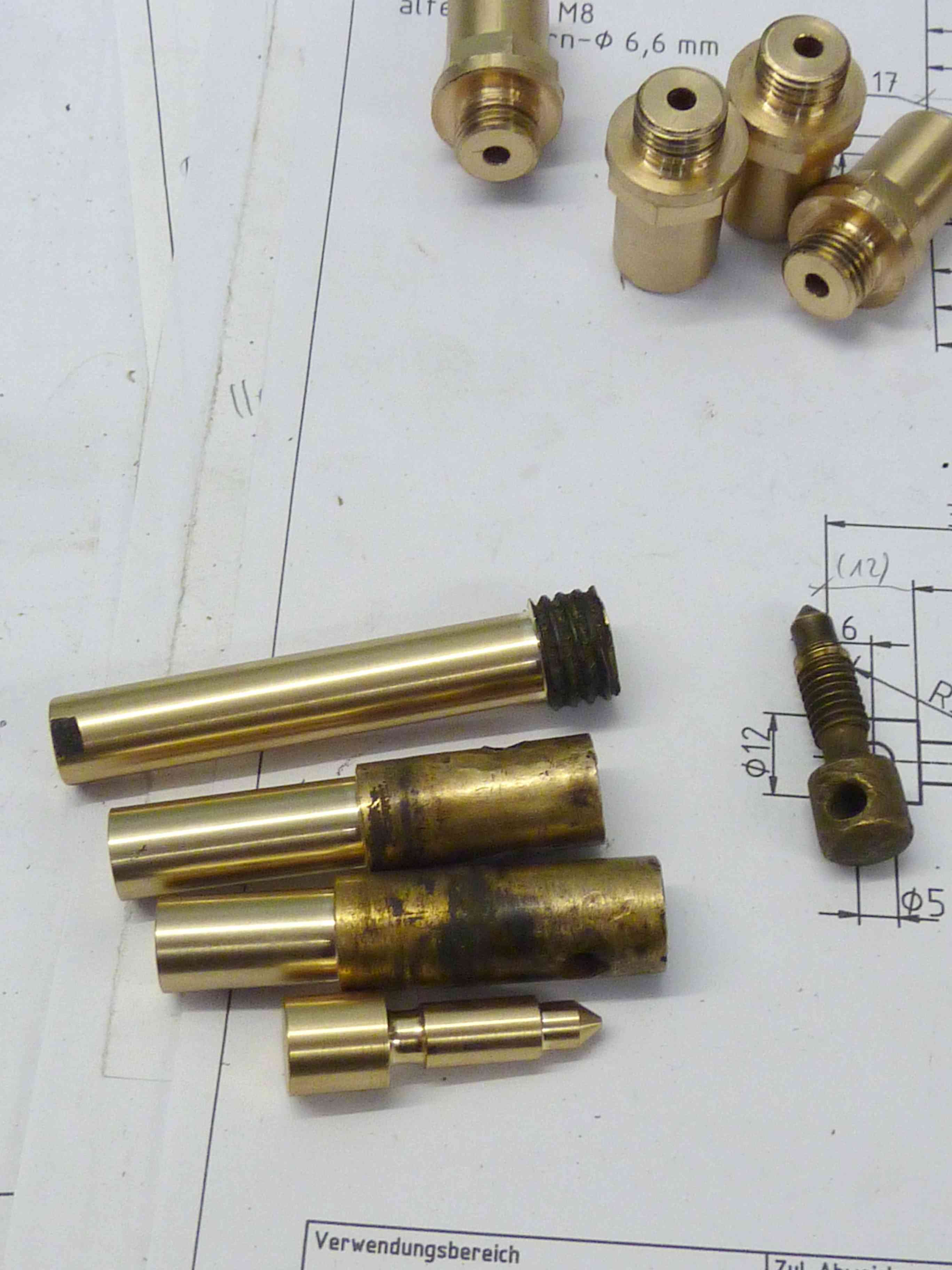
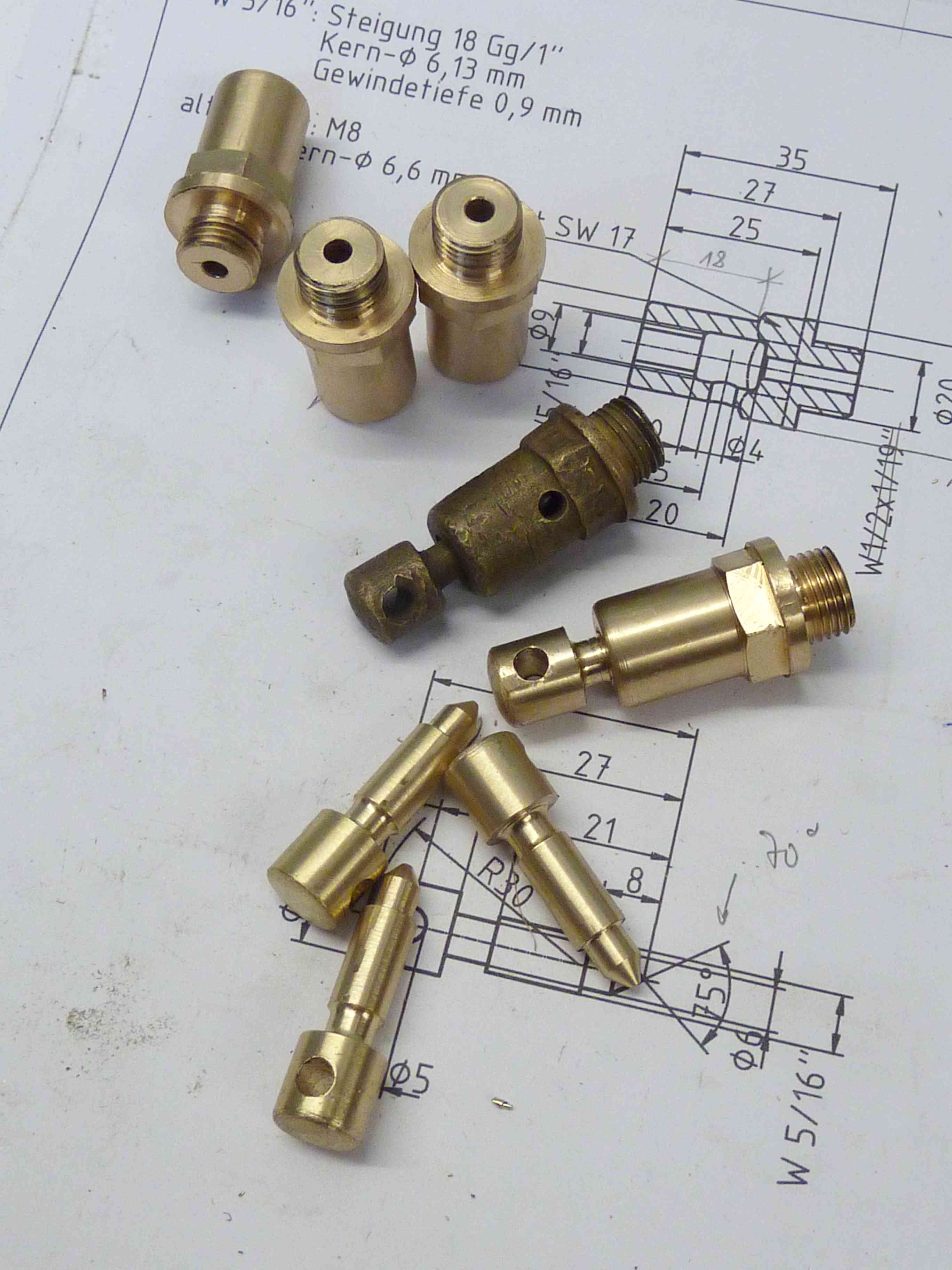
1. April 2026: Ablassventile DeLimon-Dampfsichtöler
Fortschritte gibt es auch bei Kleinkram für die DeLimon-Dampfsichtöler - hier waren 4 neue Ablassventile für die Tropfenkammern zu erzeugen:

Im Inneren der Ventilgehäuse war ein breiter Einstich zu fertigen - das Werkzeug dafür musste durch die Kernlochbohrung für ein M8-Gewinde passen. Die Dimensionen waren ungewöhnlich klein:
Die Ventilgehäuse erhielten noch einen Außensechskant:

Danach waren die Ventilspindeln anzufertigen. Ausgangsmaterial dafür waren u.a. Hahnküken der 3/4"-Luftabsperrhähne (siehe Bericht vom 29. März), die ja ohnehin zu erneuern sind:

Die ersten beiden Ventile sind montiert; dieser Uhrmacherkram ist unglaublich zeitraubend!

31. März 2026: Gußteile für den Dachkondensator der RUR
Die Gußrohlinge für Hosenrohr, T-Stück und Krümmer mit Flanschen zum Anschluss des Dachkondensators sind eingetroffen.

29. März 2026: Anschlagscheiben
Um die aus den OEG-O-Wagen ausgebauten 3/4"-Luftabsperrhähne künftig weiterverwenden zu können, müssen diese adaptiert werden. Die Hähne waren mittig unter den Wagen verbaut und von der Seite mittels aufgesteckter Wellen bedienbar. Deshalb haben die Hahnküken beiderseits runde Zapfen. Die Küken (sie sind ohnehin verschlissen) müssen also neu angefertigt und einseitig mit einem Vierkant zum Aufsetzen des Hahngriffs und einer Anschlagscheibe versehen werden. Die Rohlinge für diese Anschlagscheiben hatten wir neulich zusammen mit den Blechen für die Kohlenkästen der 5i wasserstrahlschneiden lassen. Die Nasen dieser Anschlagscheiben mussten noch um 90° gebogen werden wie bei der oberen im Bild schon geschehen:

Hierfür war zunächst eine Vorrichtung zu ersinnen und anzufertigen:


In diese Vorrichtung kann die Nasenscheibe nun eingelegt werden:

Das Ganze kommt dann in einen Schraubstock. Nach dem Erwärmen des zu verformenden Abschnitts der Scheibe auf Rotglut kann die Nase nun umgebogen werden.


28. März 2026: Handölpumpe für die E.K.B. 14g (5)
Die Baustelle "Knorr-Handölpumpen" konnte Thomas abschließen. Erstmal war ja noch ein fehlendes Ölsieb aus Edelstahl-Lochblech neu anzufertigen:

Eine abgebrochene Spindel war zu ersetzen:

Hierzu wurde das noch verwendbare Ende mit einer Bohrung und einer zylindrischen Senkung versehen und ein Stück Rundstahl angelötet:


Anschließend wurde die zusammengelötete Stange zwischen Spitzen auf die Drehmaschine gespannt und das neue Stück auf das passende Maß abgedreht. Außerdem war für die Befestigung des Gabelkopfes noch eine Bohrung für einen Kegelstift zu setzen:

Bei einer der beiden Pumpen waren noch neue Bolzen zu fertigen - die alten hatten eine schöne Kurbelwellenform 🙂

Endlich fertig:

26. März 2026: Probemontage Bremsersitz MKB F4
Nachdem die Einzelteile für den Bremsersitz gefertigt sind, geht es zur Probemontage:




Passt soweit alles und gefällt uns. Bei der finalen Montage werden noch kleinere Details - etwa bei der Verschraubung - "gesupert".
25. März 2026: Winterschlaf RUR beendet
Wir haben heute erfolgreich den Winterschlaf der RUR beendet:



Fazit beim Probeanheizen und den ersten Rangierfahrten: Regler ist dicht 🙂 Ansonsten nur Kleinigkeiten - alles sehr erfreulich. Nur das Wetter spielte nicht mit.
24. März 2026: Fahrzeugforschung für den MKB F4
Die VDMT-Tagung in Bruchhausen-Vilsen wurde genutzt, um ein Schwesterfahrzeug unseres Weyer-GG zu untersuchen - den DEV 136 ex Steinhuder Meer-Bahn ex Bielefelder Kreisbahnen.

Im Inneren des Wagens waren keine Querverstrebungen zu entdecken, wie sie in der Weyerfabrikzeichnung für Minden, Herford und Bielefeld eingezeichnet waren. Allerdings wurde DEV 136 vor 1965 umgebaut - Anbau Normalspurpuffer an einer Stirnseite zum Einsatz als Zwischenwagen und Anbau einer Plattform an anderen Ende - und beim DEV wurde vor über 20 Jahren die abgängige Verbretterung erneuert.
An den Knotenblechen oben an den Ecksäulen und unten an den Säulen neben den Scheibetüren finden sich aber Schrauben, die zur Befestigung der Verbretterung eigentlich überflüssig sind - aber in der Lage genau zu den Querverstrebungen in der Weyerzeichnung passen (Flacheisen, was von der Säule unten neben der Tür schräg nach oben zum Knotenblech läuft).


Und die gleichen Bohrungen finden sich oben im Knotenblech bei unserem MKG F4 und waren auch in den Säulen neben der Schiebetür vorhanden gewesen (schwach auf dem Bild von der Entbretterung des F4 zu erkennen).


23. März 2026: VDMT-Frühjahrstagung 2026 in Bruchhausen-Vilsen
Vom 20. bis 22. März 2026 fand in Bruchhausen-Vilsen die 88. Museumsbahnertagung des VDMT statt. Ein interessantes und breit gestreutes Postfolio an aktuellen Themen wurde in Vorträgen und Diskussionen bearbeitet. Der Sonntag diente der Vorstellung des Gastgebers, der sich in hervorragender Weise präsentierte. Dort, wo sich gerade die Tagungsteilnehmer für eine Durchfahrt der Dampflok SPREEWALD gruppieren, wird man voraussichtlich im Juli die Kleinbaan-Dampflok RUR erleben können.

22. März 2026: Trittstufen für den Bremsersitz am MKB F4
Die Trittstufen zum Bremsersitz sind vernietet und die Überstände der Nieten bündig zum Tränenblech gefräst.



21. März 2026: RUR von vorne und hinten
Auch die Zierlinien an Vorder- und Rückseite der RUR sind jetzt angebracht.



20. März 2026: Demontage FKB 5i
In Hüinghausen wurde schon mit der Demontage der 5i begonnen.


Ein paar Stunden später....



Mit dem "Loktorso" wurden auch einige Paletten und Gitterboxen mit Gestänge, Armaturen und den Radsätzen abgeladen - genügend Arbeitsvorrat für die Mannschaft in Hüinghausen für die nächsten Monate.

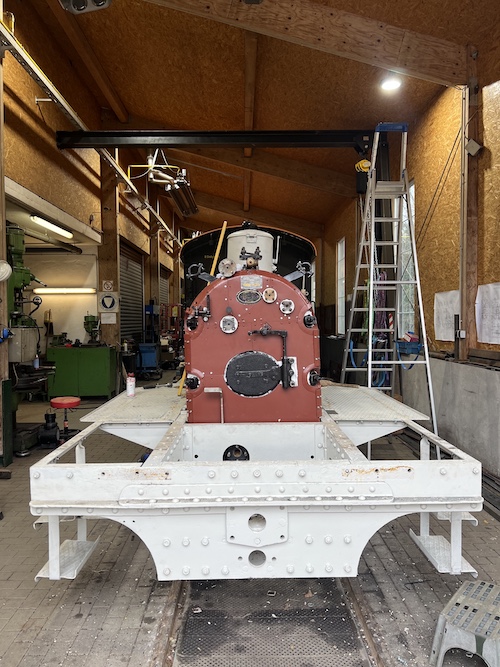
19. März 2026: Grundierte Frontschürzen-Bleche RUR
Endspurt bei der RUR: In gut zwei Wochen geht es in Schierwaldenrath los mit den ersten Fahrten. Die im Winter angefertigten Bleche für die Frontschürze sind lackiert - jetzt muss noch schnell alles angebaut werden. Und vor dem Transport nach Schierwaldenrath wollen wir die RUR in Hüinghausen noch mal probeweise anheizen.

18. März 2026: Mock-Up Bremsersitz GG MKB F4
Zur Gestaltung der Armlehnen des Bremsersitzes wurde aus dünnem Bandstahl ein Muster gebogen und am Sitz angelegt. Die obere Kantung an der Rückenlehne werden wir mit einem größeren Radius ausführen. Jetzt geht es an das Biegen der "richtigen" Armlehnen aus dickerem Flachstahl.

17. März 2026: Re-Start Aufarbeitung FKB 5i
Gestern ist, wie geplant, die FKB 5i - nach 7,5 Jahren Zwischenparken in Veendam - zur weiteren Aufarbeitung in Hüinghausen angekommen.


Als Rückfracht haben wir den GbKB 1050 auf die Reise geschickt.

16. März 2026: Dacheindeckung SKB 143
Der Dachdecker ist mit siner Arbeit am SKB 143 fertig.

15. März 2026: Musterfenster SKB 143 & GbKB 537
Unsere Tischler haben jetzt alle Teile für das Fensterklappenmuster für die beiden Wagen SKB 143 und GbKB 537 gefertigt, gebogen, gebohrt und mit Schrauben vormontiert. Hier das Musterfenster.



DIe Verschraubungen werden für die endgültigen Fenster natürlich noch durch Nieten, Schloßschrauben & -muttern bzw. Nietköpfe ersetzt.
14. März 2026: Bild der RUR mit Zierlinien
Auf einer Seite der RUR sind die Zierlinien jetzt fertig.

Bei der Ausrichtung der Schablonen hilft ein Bau-Laser. Vor 125 Jahren waren da eher Malstock und Augenmaß angesagt.


12. März 2026: Probemontage Bühne, Trittbretter und Bremsgestänge SKB 143
Ganz aktuelle Bilder von der Probemontage am SKB 143 heute aus Ilmenau: Die Trittbretthalter sind mit 40er Stahlkugeln getrommelt, um die Oberfläche dem originalen Fahrgestell anzunähern. Die Bohrungen für die Trittbretter machen die Tischler nach Aufmass.


Die Bremserbühne ist schraubgeheftet. Sie wird anschliessend genietet, wieder abgenommen, gestrahlt, lackiert und wieder montiert.

Die Bremse ist an der ersten Achse geheftet. Zeitgleich hat der Stahlbauer die genaue Länge der Stangen ermittelt und wird die Bremsenteile nochmal zum Strahlen und Lackieren abbauen. Zur Endmontage der mechanischen Bremse bauen wir auch die Blattfedern ein. Unter Zuhilfenahme eines Spanngurtes bremst der SKB143 momentan mit eigener Bremse.




11. März 2026: Tritthalter GbKB 537 und SKB 143
Für unsere beiden G-Wagen waren noch Halter für die Trittbretter anzufertigen.



Probemontage am GbKB 537:

Passt! Jetzt werden noch am unteren Ende die die Auflagen für die Bretter angefügt.


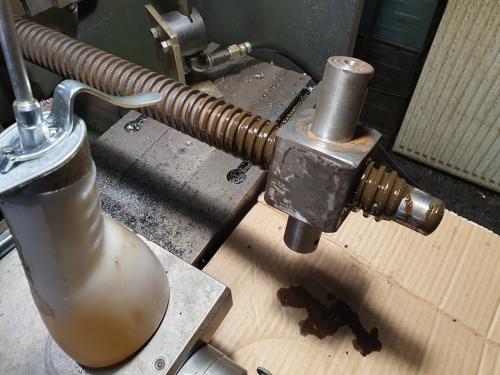
10. März 2026: Instandsetzung Handbremse SKB 143
Für unseren G-Wagen SKB 143 wurde die Gewindespindel der Handbremse geradegerichtet und das Trapezgewinde nachgearbeitet. Auch die Bremsspindelmutter wurde überholt.