
10. Oktober 2025: Nachschau RUR und Konservieren für die Winterpause
Zuerst wurde das Wasser abgelassen und der Kessel und trocken gelegt. Auch die restliche Kohle wurde heraus geschaufelt und das Öllager sauber gewischt.

Neben dem Anschluss des Dachkondensators und dem Anbringen der Zierlinien werden verschiedene Auffälligkeiten angegangen:
- Der Regler wurde abgebaut, um dessen Fehlfunktion auf die Spur zu kommen: er hat bisher die Unart, dass zwischendurch bei etwa halb geöffnetem Regler die Leistung deutlich sinkt, statt kontinuierlich anzusteigen. Es hat sich gezeigt, dass die Kanäle in Haupt- und Entlastungsschieber zwar zueinander, aber nicht zu den Öffnungen im Schieberrost passen. Wer weiß, wann da ma die verkehrten Teile aus einer anderen Lok reingeraten sind. Vielleicht ist das in der Papierfabrik nicht aufgefallen - die Lok leistet ja bei halb geöffnetem Regler schon genug ... wir wollen jetzt mal sehen, ob die Kanäle sich anpassen lassen, oder die Schieber erneuert werden müssen.
- Der Funkenfänger ist ausgebaut und für den Umbau auf eine engere Maschenweite ist alles Notwendige bestellt.
- Weiters zeigte sich, dass der schon bei kalter Lok festzustellende Schwergang des Reglers nicht an einer etwa zu doll angezogenen Stopfbuchspackung, sondern an einer klemmenden Reglerwelle (die EWK neu gemacht hatte) liegt - wir werden da an einigen Stellen die Toleranzen vergrößern, dann sollte das passen.
5. Oktober 2025: Schiebetüren SKB 143
Die beiden Schiebetüren sind verbrettert und eigehangen.


Im Moment sind die Tischler dabei, die Beschläge (Ösen für Vorhängeschloß, Halterungen der Führungsstange, Aufhaltesicherung mit Hakenöse, Anschlag mit Federbolzen, und die 2-Finger-Schwenkriegel) zu bauen/ beschaffen und zu montieren. Die Bügelgriffe sind ebenfalls beim Schmied in der Fertigung.
4. Oktober 2025: Versuch am MKB F4 - Sparren Nachbiegen am Holzdach
Bei unserem Güterwagen F4 war das Dach - wie bei vielen anderen alten Wagenkästen mit Holzdach - in der Mitte etwas eingesunken. Ursache dafür ist, dass die Sparren im Laufe der Jahrzehnte einen flacheren Biegeradius bekommen haben und dadurch eingesunken sind, während die Stirnwände ihre alte Höhe behalten haben. Frage war ob es klappt - statt der Anfertigung von neuen Sparren oder das Dach eingesunken zu lassen - die gebogenen Sparren mittels Dampf weich zu machen und wieder annähernd in den Originalzustand zurück zu biegen.
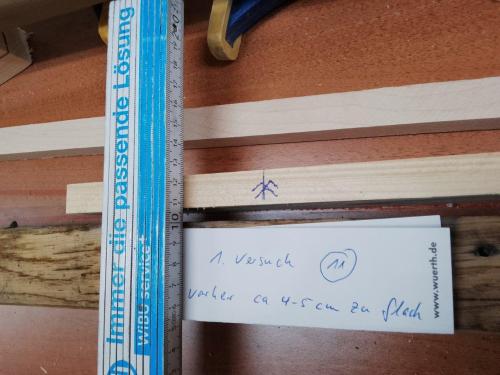
Nach Youtube Recherchen, einem konstruktivem Gespräch mit einem schweizer Bugholz-Profi und zwei Versuchen hat unser Tischler jetzt den Dreh raus, die Teile wieder zurückzubiegen (+/- 3mm)! Kurzfassung dazu:
1. 12 - 15 Std in ein Wasserbad legen, um wieder gleichmäßig Feuchtigkeit ins Holz zu bekommen

2. Ca 4 Stunden lang in einer Dampfkammer durchheizen


3. mit Biegeband und Gurt leicht überspannen und 1-2 Tage auskühlen lassen

Fazit: Das geht!
27. September 2025: Vereinigte Kreuzung und Überholung der RUR in Birgden
Die RUR war heute beim Erntedankfest der Selfkantbahn mit einem Güterzug unterwegs. Hierbei gab es im Bahnhof Birgden ein seltenes Zugmanöver, was nur bei Mehrzugbetrieb im Zugleitbetrieb möglich ist. Ein kombinierte Kreuzung und Überholung. Der Reihe nach. Die RUR ist mit ihrem Güterzug aus Schierwaldenrath in Birgden in das Gleis 2 eingefahren und hat in das ehemalige Anschlussgleis Schneewind (Gleis 2a) vorgezogen.

Die Weichensperre wird verschlossen und die Weiche vom Anschlußgleis wieder auf Abzweig gelegt. Der nachfolgende Triebwagen T13 ist in Gleis 2 eingefahren.

Der Gegenzug mit der V22 kommt aus Gillrath und fährt zur Kreuzung mit dem T 13 in Gleis 1 ein. Auf diesem Bild auch schön zu sehen: Die Höhe der V22 in Vergleich zu den Personenwagen.

Der T 13 darf nach Gillrath ausfahren und überholt den Güterzug.

Nach stellen der Weichen und Aufschließen der Gleissperre drückt die RUR ihren Güterzug in Gleis 2 zurück.

Das Lokpersonal wartet auf die Zuglaufmeldung der Zugleiters an den Zugführer des Güterzugs zur Freigabe der Ausfahrt nach Gillrath.

Am Montag wird die RUR in Schierwaldenrath wieder verladen und nächsten Sonntag ihren letzten Einsatz dieses Jahr bei der Sauerländer Kleinbahn antreten.
25. September 2025: Klopfen in der Steuerung der RUR beseitigt
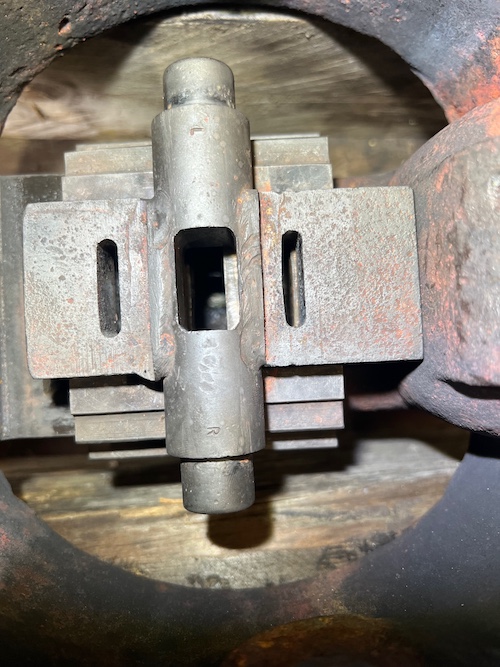
Die Steuerung der RUR läuft wie ein Nähmaschinchen. Bei Fahren unter Last war aber ein Klopfen zu hören, dessen Quelle wir zunächst nicht lokalisieren konnten. Wir haben aber nach den ersten Fahrten in Schierwaldenrath die Geräuschquelle gefunden: Der lange Bolzen, der Lenkerstange und Voreilhebel verbindet, schlug unten an die Treibstange an, wenn die Maschine in den Totlagen war.
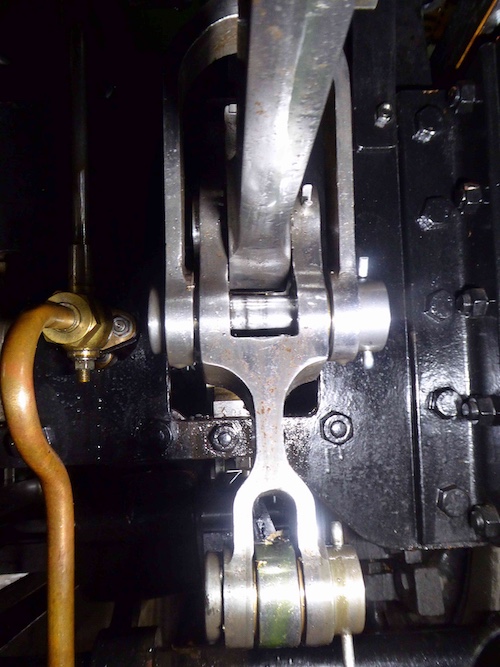
Lösung: Bolzen auf beiden Triebwerksseiten mittig um 4 mm abgedreht. Im zweiten Foto ist die "Kontatkzone" mit Edding markiert.

Aufgefallen ist uns das, nachdem sich auf der rechten Seite das Lenkerstützlager losgerappelt hatte (Stiftschrauben haben sich aus der Gleibahn herausgedreht). Wir haben dann mal geprüft, wieso sich das losschlagen konnte, und haben dann die Kollision entdeckt. Das ist wirklich ein fiese Stelle - darauf muss man erst mal kommen.
20. September 2025: Fotofahrten mit der RUR auf der Selfkantbahn
Heute fanden von Marcus Dettenberg organisierte Fotofahrten auf der Selfkantbahn statt. Die RUR war mit unterschiedlichen Garnituren unterwegs. Die RUR wird noch morgen am Sonntag und in der nächsten Woche am 27. / 28. September bei der Selfkantbahn fahren.





17. September 2025: Dach GG MKB F4
Das angelieferte Dach hat der Tischler von den Belagrestern befreit, von oben angeschliffen, die Schrauben entfernt und auseinandergebaut.

Der Zustand ist nicht ganz so gut wie angenommem und wir müssen jetzt schauen, welche Teile noch mit vertretbaren Aufwand zu reparieren / auszuflicken sind und was nicht mehr zu retten ist.




13. September 2025: Jungfernfahrt PwPost BK 38
Auch der PwPost BK 38 hatte nach Abschluß der Aufarbeitung und Untersuchung gestern bei der Selfkantbahn seine Jungfernfahrt. Die Schablonen für die Beschriftung liegen im Wagen. Bei angesagtem möglichem Regen hatten wir gestern morgen aber verzichtet, noch schnell die Beschriftung anzubringen. Hinter dem BK 38 fährt der passende Weyer-Personenwagen 151 der Selfkantbahn. Die Aufarbeitung der Weyer-Personenwagen von Kleinbaan hat auf dem Wagensektor ab jetzt den Vorrang.

Das Postabteil haben wir heute als mobiles Büro eingerichtet. (Dieser Beitrag ist gerade am gezeigten Sekretär entstanden).

12. September 2025: Jungfernfahrt RUR
Heute hatte die RUR ihre erste öffentliche Fahrt auf der Selfkantbahn. Zur Jungfernfahrt nach über 50 Jahren Stillstand wartet die dezent geschmückte Lok auf ihre erste Fahrt.




Der Zug steht in Gillrath bereit für die Rückfahrt. Der Zug mit 4 Wagen und rund hundert angereisten Eisenbahnfreunden hat die Fahrt ohne Probleme absolviert. Viele Fotos werden demnächst den einschlägigen Foren und Videos bei Youtube zu sehen sein.



Einen sehenswerten Film davon gibt es hier: Dampflok RUR fährt wieder.
11. September 2025: Kleintransporte
Heute konnte im Rahmen der Amtshilfe eine Blechbiegewalze von der Selfkantbahn zu EWK in Mönchengladbach transportiert werden. Dies soll der Beschleunigung dort erfolgender Arbeiten an der Dampflok M.M.E. 4, aber auch anderen Arbeiten dienen. Als Synergieeffekt erfolgte dies in einem Zug mit einem Teiletransport des Projekts Borgward-Leichttriebwagen L.T.4. zwischen Geilenkirchen und Schierwaldenrath.
Dort, in Gangelt, laufen noch die letzten Vorbereitungen für die morgige Einweihung der Dampflok "Rur" - noch sind ein paar Fahrkarten für die erste Fahrt Fahrkarten für die erste Fahrt zu haben!
8. September 2025: Holzarbeiten GG MKB F4
Im Austausch zum PwPost BK 38 wurde der revidierte Rahmen des vierachsigen "Weyer"-Güterwagens F4 der Mindener Kreisbahnen bei unserem Tischler abgeladen. Hier werden zeitnah die Holzarbeiten beginnen.

7. September 2025: Ölspritze für die RUR
Diese Ölspritze fand sich im Fundus der MME, wurde aufgehübscht, mit einem Eigentumsschild versehen, erhielt neue Ledermanschetten und erleichtert demnächst das Abölen des Triebwerks.

6. September 2025: Loklaternen RUR
Die dritte Loklaterne ist jetzt rot abblendbar. Die Vorsteckscheibe stammt noch aus alten OSMEKA-Lagerbeständen und wurde mit einem neuen roten Glas (vom EAW) versehen.

Hier warten die 3 ertüchtigten Laternen zusammen mit einem emaillierten Eimer, der in Zukunft für das Anmischen der Kesselchemie verwendet werden wird, auf den Abtransport nach Schierwaldenrath. Die erforderlichen Nacharbeiten an den Laternen (Überarbeitung des Petroleumtanks und des Steckbrenners sowie Ersatz des falschen Lampenzylinders gegen einen korrekten mit "Kniff") erklärten sich übrigens daher, daß die Laternen nach Auskunft des Lieferanten nur als Dekostücke, aber keinesfalls zum Benutzen gedacht waren.

5. September 2025: Erste Fahrt der RUR bei der Selfkantbahn
15:22 Uhr: Die RUR ist angeheizt. Gleich geht es auf die erste Streckenfahrt bei der Selfkantbahn...

15:35 Uhr: Die RUR hat sich in Schierwaldenrath zur Probefahrt vor den Zug gesetzt.

Nach 12 Jahren wieder zurück in der Heimat!
Ein paar Minuten später am Starzender Berg......

.... und bei der Rückfahrt mit dem 5-Wagen-Zug am Haltepunkt Stahe.

4. September 2025: RUR und PwPost BK 38 auf den Weg zur Selfkantbahn
Heute vormittag wurde die RUR in Hüinghausen verladen.


Am gleichen Nachmittag wurde die RUR in Schierwaldenrath abgeladen und steht nun in der Wagenhalle.

Gut 450 km entfernt wurde fast zeitgleich der PwPost BK 38 aufgeladen. Er wird morgen gegen 10 Uhr in Schierwaldenrath erwartet..


2. September 2025: Nachlese Lastprobefahrten RUR
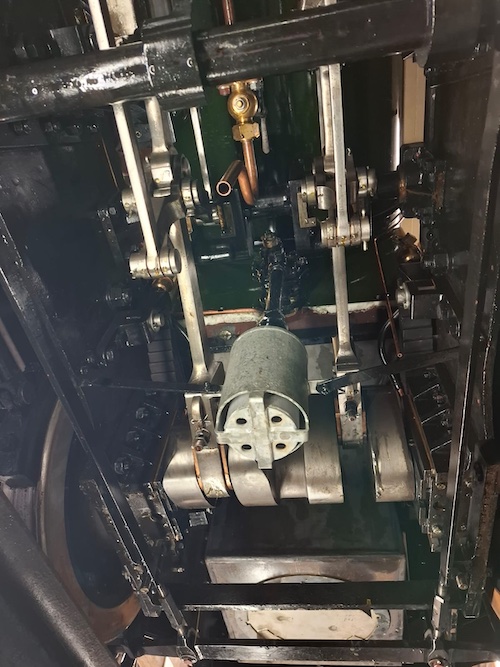
Als Nachlese zu den Probefahrten ein Blick unter die RUR: Ohne eine Grube ist eine Durchsicht und Wartung des Innentriebwerks kaum möglich. Vorne im Bild der Deckel im Boden des Aschkastens. Dies ist der Einstieg, wenn ich in der Feuerkiste was machen will. (Schlangenmenschen, die durch das Feuerloch kommen, einmal ausgenommen).

Steuerung und Treibachse von unten gesehen. Der Pralltopf in der Mitte gehört zum Abschlammschieber, der etwas höher an der Stiefelknechtplatte vom Stehkessel zu erkennen ist. Dahinter befindet sich die Treibachse. Viel Platz für die Unterbringung des Abschlammschiebers und des Pralltopfes gab es hier nicht.
Ein Teil der zufriedenen Lokmannschaft (3 weitere Lokführer / Heizer fehlen auf dem Bild) nach der Probefahrt.

Am Donnerstag geht die RUR per Tieflader nach Schierwaldenrath.
1. September 2025: Fortschritte am Kehdinger O-Wagen KKB 54 (2)
Aus der Gothaer Werkstatt erhielten wir einen aktuellen Bericht zum Stand beim Kehdinger Wagen 54. Hier ist noch einmal der bisherige Ablauf der Arbeiten an diesem Fahrzeug gut sichtbar.
Zunächst steht hier der freigelegte kurz vor dem Strahlen im Strahlbetrieb. Die zu tauschenden Bauteile sind bereits neu eingenietet. 
Gestrahlt mit Edelkorund und grundiert mit 2K_Epoxyprimer weiss bei Anlieferung in der Werkstatt in Gotha.

Einbringen in die Werkstatt zum bereits in Arbeit befindlichen GbKB537.
In Bildmitte befinden sich sichtbare Bohrungen für Fabrikschilder.

Einige Walzzeichen lassen als Stahllieferanten die "Friedenshütte Oberschlesien" erkennen.
 Diese Collage versinnbildlicht alt und neu anhand von Nietbildern einer Pufferbohle. Von oben links nach unten rechts: Rohzustand / gesandstrahlt / neu vernietet / grundiert.
Diese Collage versinnbildlicht alt und neu anhand von Nietbildern einer Pufferbohle. Von oben links nach unten rechts: Rohzustand / gesandstrahlt / neu vernietet / grundiert.

Der Rahmen beim Grundieren im Strahlbetrieb....

... und bei Anlieferung in der Werkstatt Gotha in historischem Umfeld.

31. August 2025: Kleine Ausstellung zur Fertigstellung der RUR
Zur Einweihung der RUR wird es auch ein wenig "Flachware" zu sehen geben. Ein paar laminierte Plakate sind schon mal fertig. 
30. August 2025: Aufarbeitung RUR abgeschlossen - Einweisungs- und Lastprobefahrten
Nachdem die Aufarbeitung der RUR abgeschlossen ist und die Lok ab dieser Woche frische Fristen hat, fanden heute auf der Sauerländer Kleinbahnen die Lastprobefahrten statt und Lokpersonale wurden eingewiesen.

Alles lief zufriedenstellend: Der Kessel macht gut Dampf; alle Lager bleiben kalt, alle Bremsen funktionieren, das Treibwerk läuft rund auch auch mit einem 4-Wagen-Zug hat die Lok in der langen 1:50-Steigung keine Probleme.



Den ersten öffentlichen Fahrten in 2 Wochen bei der Selfkantbahn können wir jetzt beruhigt entgegen sehen.


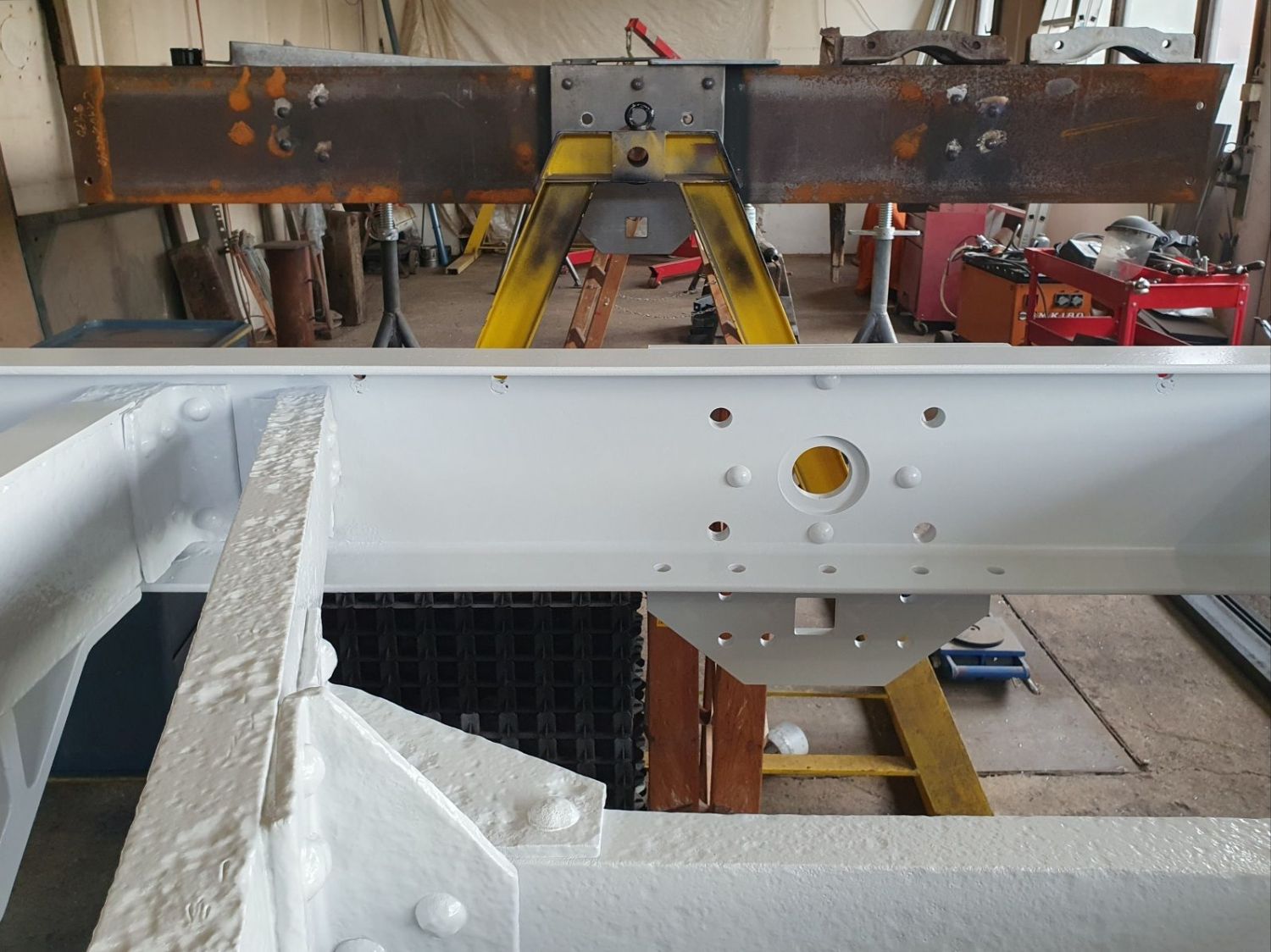
29. August 2025: Bau Halterung Dachkondensator RUR (2)
Nach der Einstellung der Sicherheitsventile ging es diese Woche an den Bau der Halterung für den Dachkodensator. Dafür wurde ein T-Profil auf Länge gesägt und auf der Fräsmaschine die Höhe noch ein wenig verringert.


Dann wurden die Profile gebogen, die Kondensatoren auf das Dach gehoben, die Halterung ausgerichtet und die Löcher übermittelt, um die Halterung zu bohren und auf die richtige Länge zu kürzen.



Stellprobe: So sieht das Ganze von vorne aus. 
26. August 2025: Sicherheitsventile einstellen und RUR in der Sonne
Heute wurden unter Aufsicht eines Kesselsachverständigen die Sicherheitsventie der RUR eingestellt.

Anschließend sind wir noch ein paar Mal mit der RUR im Bahnhof Hüinghausen hin- und hergefahren. Nach einem kleinen Umbau funtkioniert jetzt auch der Körting-Doppelluftsauger wie geplant.

25. August 2025: Feuertüre RUR (3)
Eine der vielen Kleinarbeiten: Die Welle der Feuertür wurde versplintet.

24. August 2025: Hängeeisen Druckluftbremse RUR (2)
Die beiden hinteren Bremsklötze der Druckluftbremse lagen nicht sauber an den Radreifen an.

Nach dem Abbau wurde beide Hängeeisen auf der Presse in mehreren Durchgängen auf der Presse solange gebogen bis alles passend war.



23. August 2025: Kleinbaan im Odenwald - Bergung 018 Kar Teil 3
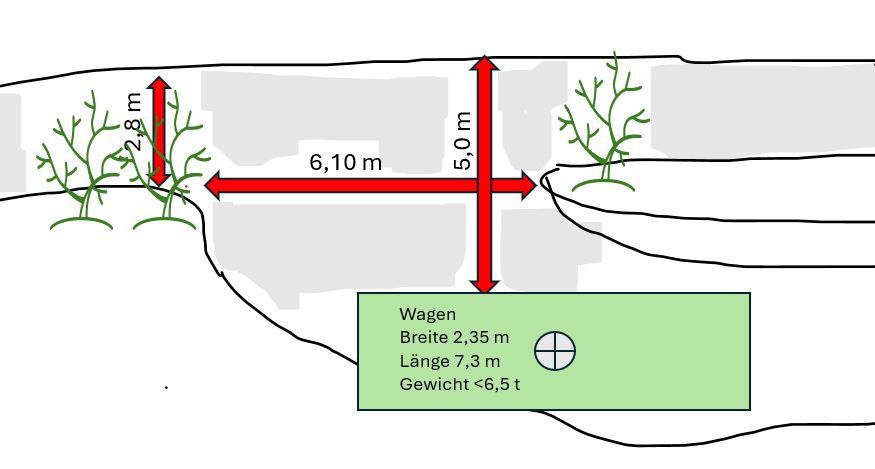
Nach den bereits vor 2 Monaten erfolgten Vorarbeiten (Teil 1 vom 14. Juni 2025 und Teil 2 vom 19. Juni 2025) konnten wir nun einen Termin mit unserem Haus- und Hofspediteur Remmers B.V. vereinbaren, der einen den topographischen Gegebenheiten im Gammelsbachtal angepassten Kran-Lkw verfügbar hatte, der auch schon bei früheren Aktionen für uns im Einsatz war (z.B. in Sankt Goarshausen), um den Wagenkasten des "018 Kar", bzw. "LAG 589" zu bergen. Es war ja schon zuvor kommuniziert worden, daß der Ladeort schwierig erreichbar sein würde, was Fahrer Hendrikus zum Glück nicht als Schikane, sondern als Herausforderung ansah. Am Vortag hatten wir noch mit Hochentaster letzte Hindernisse beseitigt und das Wagendach von seinem Efeupolster befreit. Die dort ansässige Haselmaus mußte leider umziehen.
Tatsächlich hatten wir den Platz zuvor korrekt vermessen und die Maße mit dem Kran-Lkw abgeglichen, denn der Platz für die Kranstützen paßte zentimetergenau zwischen die Bäume.
Insgesamt dauerte die Ladeaktion fast vier Stunden, wobei der Wagenkasten schon nach knapp zwei Stunden auf dem Lastwagen stand.
Der kritischste Moment stand ganz am Anfang, aber der kurvige Waldweg wurde vom Fahrer routiniert bewältigt. Hier sind die Stützen bereits ausgefahren und der Kran macht sich bereit. Man sieht, daß auf der Bergseite nicht viel Platz blieb. 
Anschlagpunkte gefunden und sicher befestigt.

Man sieht den Wagen vor lauter Bäumen nicht. Wir waren bemüht, den Schaden an der Vegetation gering zu halten.

Er schwebt.


Und langsam und vorsichtig werden Kranarm und Waggon um die Bäume herum gezirkelt.



Jetzt schwebte der Wagenkasten schon mal über dem Lkw. Aufgrund der Struktur unter dem Fahrzeugrahmen (es waren noch diverse Leitungen darunter vorhanden und die Pufferplatten stehen auch unter dem Rahmen hervor) und den sich daraus ergebenden Auflagemöglichkeiten mußte er aber nochmal durch passendes Rangieren zwischen Bäumen um weitere 180 Grad gedreht werden.

Nach der vollendeten Pirouette stand er nun mit der höheren Dachseite rechts auf dem Lkw. Das Verzurren war die längste Prozedur des Aufladens; vor allem die Befestigung der angesichts der nicht transportfesten alten Dacheindeckung notwendige Transportplane nahm viel Zeit in Anspruch.
Hier ist er nun nach fast zwei Stunden fertig verpackt dabei, den schmalen Waldweg zu einem größeren Holzverladeplatz zu verlassen, wo die Schutzplane noch ordentlich abgespannt wurde.
 Fertig verladen! Diese Fuhre war dann am 21. und 22.8.2025 auf der A67, A3 und A 31 in Richtung Norden unterwegs. Wer hat sie gesehen? Die Abfahrt erfolgte gegen 14 Uhr, wonach die noch mitgebrachten Werkzeuge und Kleinteile in unseren Transporter verstaut werden mußten.
Fertig verladen! Diese Fuhre war dann am 21. und 22.8.2025 auf der A67, A3 und A 31 in Richtung Norden unterwegs. Wer hat sie gesehen? Die Abfahrt erfolgte gegen 14 Uhr, wonach die noch mitgebrachten Werkzeuge und Kleinteile in unseren Transporter verstaut werden mußten.
 Auch die Mannschaft von Kleinbaan Service war am Donnerstagabend nach in der Summe fast 16 Stunden Fahrzeit und dem Zurückräumen aller mittransportierten Werkzeuge gegen Mitternacht wieder zuhause. Das hölzerne Hilfsfahrgestell des Wagens (siehe Beitrag vom 19. Juni) kommt wieder zurück in den Brennholzstapel. Diese antike Methode funktioniert, ist aber verschleißbehaftet.
Auch die Mannschaft von Kleinbaan Service war am Donnerstagabend nach in der Summe fast 16 Stunden Fahrzeit und dem Zurückräumen aller mittransportierten Werkzeuge gegen Mitternacht wieder zuhause. Das hölzerne Hilfsfahrgestell des Wagens (siehe Beitrag vom 19. Juni) kommt wieder zurück in den Brennholzstapel. Diese antike Methode funktioniert, ist aber verschleißbehaftet.

Wir danken auch dem Grundstücksnachbarn für die Geduld, da wir ihm die Zufahrt zu seiner Wiese zwecks Mahd für Stunden leider versperrten.
Gestanden hat der Wagenkasten seit seinem Verkauf an den Schrotthändler Canali im Januar 1965 im Gammelsbachtal nordwestlich von Eberbach - über 60 Jahre lang.
Von 23 Personenwagen der Schmalspurbahn Mosbach - Mudau befinden sich damit 9 Exemplare in Händen von Eisenbahnmuseen.
22. August 2025: Schiebetür SKB 143
Unser Güterwagen SKB 143 hat seine erste Schiebtür erhalten.
