7. September 2023: Lackierter Wagenkasten KKB 7
Nachdem der Dachdecker letzte Woche die Arbeiten auf dem Dach beendet hatte, wurde der Wagenkasten von außen fertig lackiert.

Der Polsterer hat alle Sitzflächen fertig - die werden jetzt anprobiert. Die Lehnen sollen in den nächsten 3 Wochen folgen. Die Holzbänke in der 3. Klasse werde noch in dieser Woche montiert.

6. September 2023: Anstellventilkegel Luftsauger RUR und E.K.B. 14g (2)
Weiter geht es mit den Führungsflügeln: Zuerst werden 4 Bohrungen an der Stirnseite des Werkstücks eingebracht.

Anschließend wird durch Verfahren des Fräsers in x- bzw. y-Richtung ein Führungsflügel nach dem anderen herausgearbeitet:



7 auf einen Streich, wobei bei dem vordersten Exemplar bereits die Kegelfläche angedreht wurde:

Zum Schluß noch ein Bild in der Einbauposition.

5. September 2023: Anstellventilkegel Luftsauger RUR und E.K.B. 14g (1)
Bereits vor geraumer Zeit hatte Thomas die Ventilkegel für das große Düsensystem der Körtingsauger vorgedreht. Jetzt geht es mit den doch recht aufwendigen Anstellventilkegel weiter. Es müssen Nuten gefräst und die Führungsflügel aus dem Vollen herausgearbeitet werden.
Los geht es mit der seitlichen Nut, durch die später der pilzförmige Ansatz der Ventilspindel hindurchpassen muss - diese wird mit einem Nutenfräser in mehreren Durchläufen hergestellt. Damit die Nut auch schön in der Mitte landet, wird mit dem Fräser bis zur Werkstückmitte gefahren und das Werkstück dann mit dem Teilkopf um 180° gedreht. Den Fräser fährt man dann wieder aus dem Werkstück heraus, wodurch die zweite Seite der Nut symmetrisch zur Werkstückmitte gefertigt wird.

Mit einem Schlitzfräser wird die Aufnahme für den "Pilz" geschaffen, die umlaufende ringförmige Nut entsteht, indem man mit dem Fräser um ein definiertes Maß über die Mitte des Werkstücks hinausfährt und das Werkstück dann langsam um 360° dreht.


7 fertige Teile für die Kleinserie der Körtingsauger.

4. September 2023: Entwässerungsstutzen Schalldämpfer Körtingbremse RUR
Als kleine "Zwischendurcharbeit" hat Thomas den Entwässerungsstutzen für den Schalldämpfer gebastelt.


Im Tagebucheintrag vom 24. August ist der Stutzen im eingebauten Zustand zu sehen.
3. September 2023: Kropfachse RUR
Die gekröpfte Radsatzwelle der Treibachse der RUR ist von der Kurbelwellenschleiferei zurück in Žamberk.

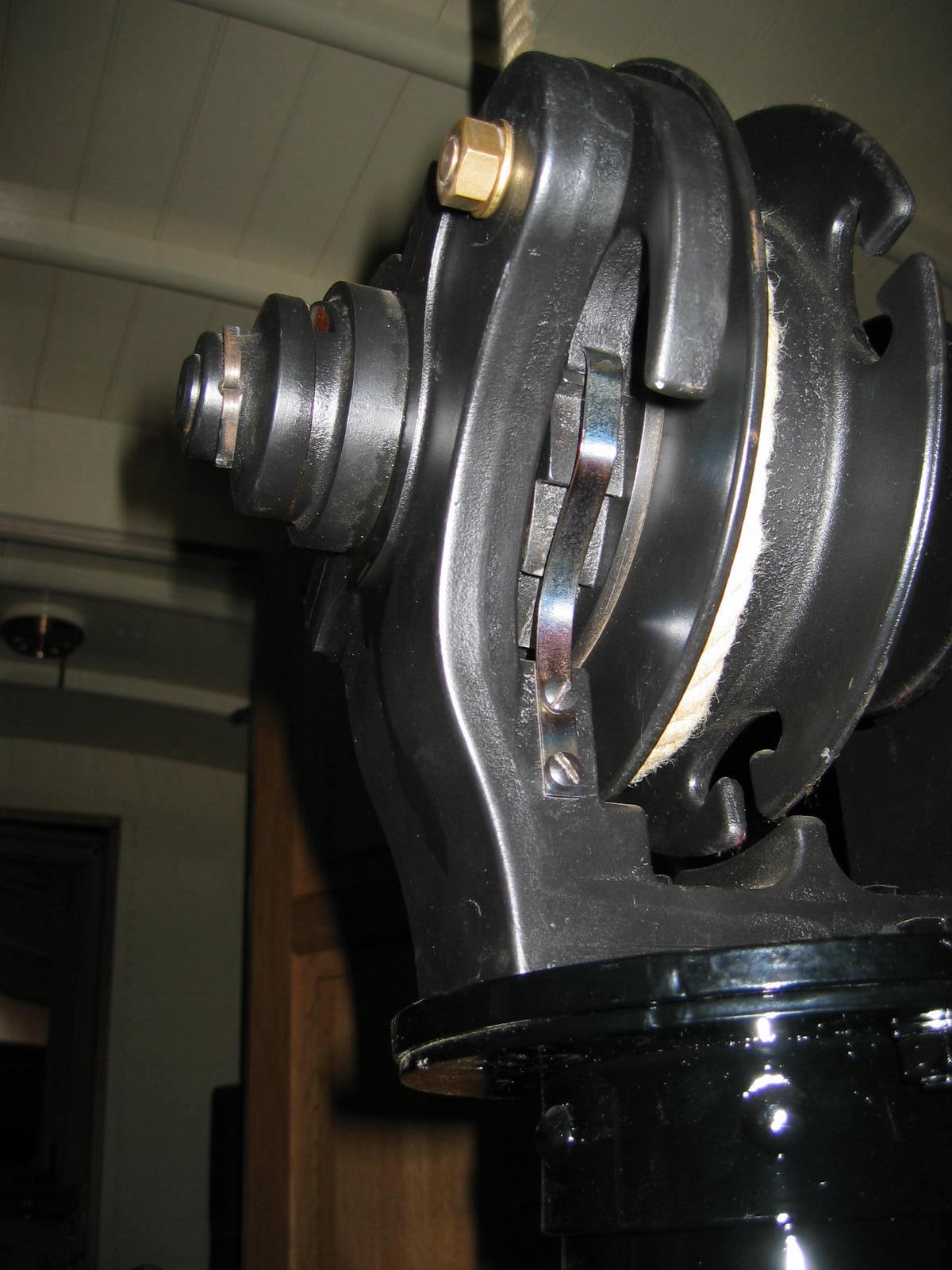
2. September 2023: Biegestempel für Abdampfleitung RUR
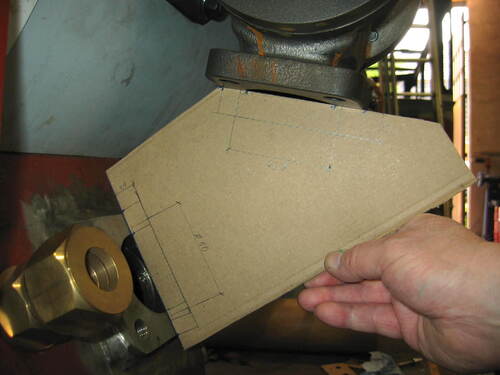
Für die Abdampfleitung zwischen Rauchkammersattel und Drehschieberventil muss ein Kupferrohr passend gebogen werden. Abstand und Winkellage der beiden Flansche werden über eine Kartonschablone aufgenommen,...
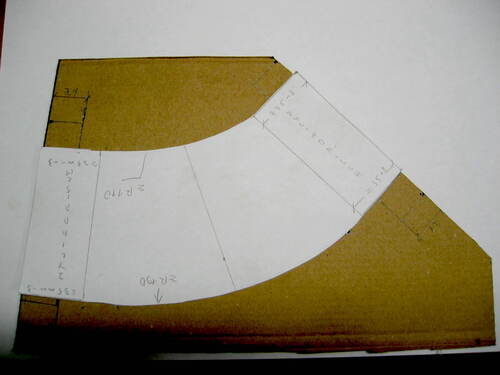
der Biegeradius ermittelt,...
hiernach ein Drehteil angefertigt,....
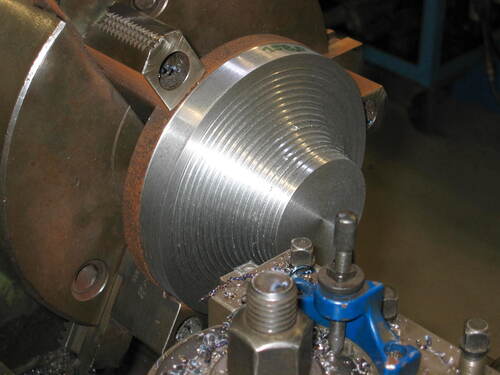
das dann in der Mitte durchgesägt wird.

Beide Hälften zu einem Stempel zusammengeschweißt.

Der Biegestempel eigebaut in die Hydraulikpresse. Zusätzlich noch zwei Biegerollenaufnahmeplatten (Biegestempel-Gegenlager) konstruiert und gebaut - jetzt kann es mit dem Biegen des Abdampfrohres los gehen!

1. September 2023: Tenderprobierhähne E.K.B. 14g (3)
Gehäuse Tenderprobierhahn, Küken und aufgesteckter Griff:

Abschließend werden die Griffe hart mit den Küken verlötet, sauber entgratet und geschliffen sowie in den Hahngehäusen eingeschliffen. Es fehlen jetzt nur noch die M8-Messingmuttern für die Endmontage.

3 Hähne der Kleinserie sind für den rechten Seitenwasserkasten der 14g, von der auch die (abgängigen) Muster für den Nachbau stammen (siehe Bild unten). Weitere Prüfhähne werden wir an den Kühlwasserbehälter der RUR anbauen.

31. August 2023: Tenderprobierhähne E.K.B. 14g (2)
Nach Anfertigung der Vorrichtung (siehe Beitrag von gestern) kann es endlich zur Sache gehen. Die Spannbrücke mit eingespanntem Hahngriff-Rohling wird so unter der Senkrechfrässpindel positioniert, dass sich durch die Rotation des Teilapparates am Ende des Rohlings ein Radius ergibt:

Auf diese Weise werden beide Enden des Hahngriffes bearbeitet.

Schließlich müssen noch die Seiten der Griffe in Form gebracht werden. Hierzu wird der Griff "nach Augenmaß" so eingespannt, dass nach dem Fräsen eine Fläche entsteht, die an beiden Seiten des Griffes tangential in die gefrästen Radien ausläuft: Vorher,...

... während der Bearbeitung ...

... und nachher:

30. August 2023: Tenderprobierhähne E.K.B. 14g (1)
Da die Griffe der Tenderprobierhähne aus Vollmaterial herausgearbeitet werden mussten (die Originale waren zusammen mit dem Küken in einem Stück gegossen, was für uns aber ausschied, da wir für eine Kleinserie kein Gußmodell für die Hahnküken anfertigen wollten und die Küken aus dem Vollen gedreht wurden), wurde zunächst eine Spannvorrichtung gefertigt, mittels derer die Hahngriffe zum Fräsen der Radien an den Enden auf den Teilapparat der Fräse gespannt werden konnten:

Ein auf der Drehmaschine vorgearbeiteter Stahlquader erhält auf der Fräse mehrere Absätze in zweckentsprechender Anordnung:

Später werden noch zwei Gewinde und eine Spannbrücke hinzugefügt, sodass das Ganze so aussieht:

In der Nut lässt sich nun mittels der Spannbrücke ein Hahngriff-Rohling einspannen.

29. August 2023: Bremsseilhaspel FKB 6
An dier Seilhaspel der Görlitzer Gewichtsbremse im BPwPost FKB 6 wurde die zu weiche bzw schwache Sperrklinkenfeder ausgebaut, mit der Flamme glühend gemacht und die Vorspannung um ca. 20 mm erhöht. Die komplette Feder wurde dann buntgehärtet (gehärtet, entzundert, blank geschliffen, blau angelassen) und klar lackiert.

Die überarbeitete Feder wieder eingebaut in der Bremshaspel.