
17. Februar 2021: Arbeiten bis die Funken fliegen
Bei den Arbeiten am Rahmen unserer E.K.B. 14g ist der Winkelschleifer ein unentbehrliches Werkzeug.

Ein Blick durch das geöffnete Mannloch im Rahmenwasserkasten nach unten. An den Funken ist zu sehen, dass auch hier im "Unterdeck" fleißig gearbeitet wird.

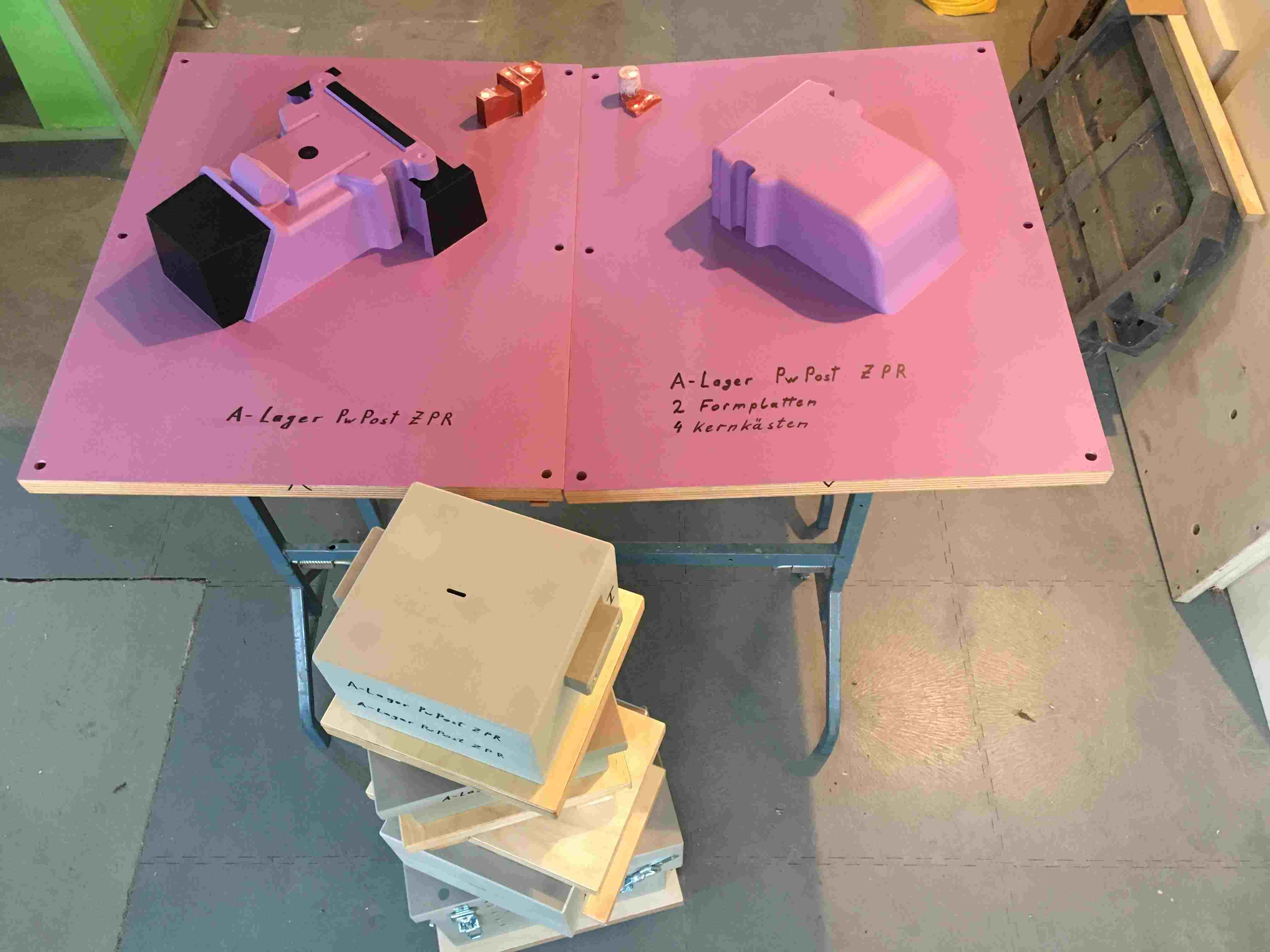
16. Februar 2021: Modell für Achslagerkasten
in den nächsten Tagen geht ein weiterer Achslagerkasten-Typ in den Guß. Diesen Typ hat beispielsweise die Waggonfabrik Van der Zypen & Charlier bei vierachsigen Güterwagen für die Kleinbahn Piesberg Rheine verwendet.
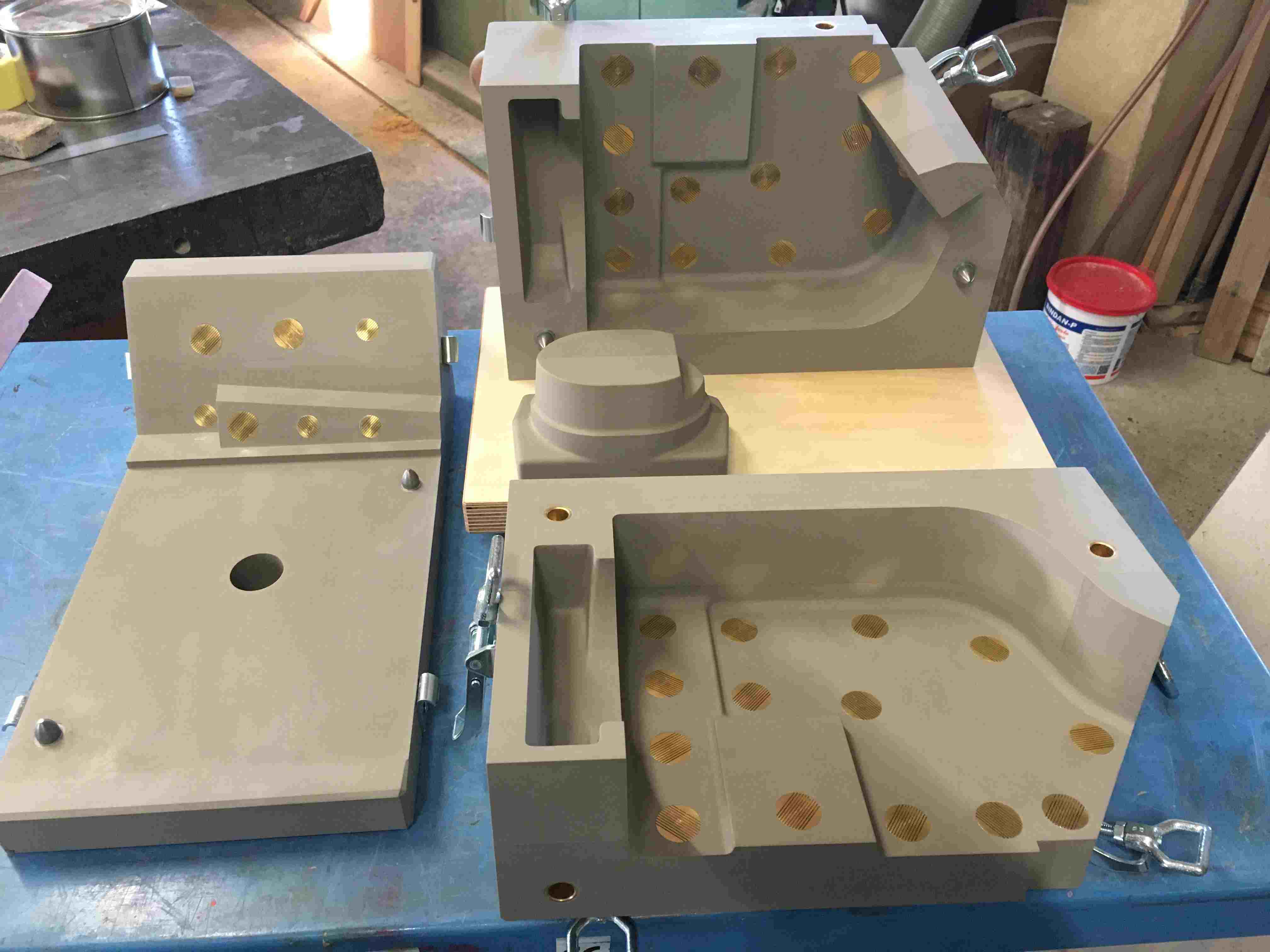
Eine beachtliche Anzahl an Modellen ist für das Abformen der Sandgußformen und der Kernkästen erforderlich.
15. Februar 2021: Inspektion der E.K.B. 14g bis in die letzte Ritze
Nach der Abnahme der Zylinder sind im vorderen Bereich auch die Ecken und Kanten zugänglich, die beim ersten Sandstrahlen des Rahmens vorher nicht erreichbar waren. Die Kollegen sind in den Rahmen gekrochen und haben alle Kanten und Ecken freigekratzt oder freigeschliffen. Teilweise hatte sich hier aus Öl und Fett über die Jahrzehne eine bitumenartige Masse gebildet, die beim vorherigen Strahlen aus der Entfernung nicht wegzubekommen war.

14. Februar 2021: Bearbeitung Görlitzer Gewichtsbremse in Kleinserie
Die Dreh- und Bohrarbeiten am Lagerbock für die Handkurbel der Görlitzer Gewichtsbremse des FKB BPwPost 6 sind fertig. Die beiden Rohlinge für unseren PwPost SKB 15 und unsere Dampflok 2 sind direkt mit bearbeitet worden, damit die aufwändigen Rüstarbeiten nur einmal anfallen.

13. Februar 2021: Kleine Niet-Kunde an der RUR
Heute war bei der RUR Niet-Tag. Auf dem vorderen Verstärkungsblech liegen bereit: Links der Niethammer, daneben ein kleine Zange, um von unten durchgesteckte Niete festzuhalten. Im Hintergrund der Döpper für den Niethammer, rechts der pneumatische Gegenhalter und unten rechts ein Einsatz für den Gegenhalter, mit dem man auch schön in die Ecken kommt. Das Verstärkungsblech ist für die Nietung vorbereitet.

Ein große Hilfe ist der elektrische Nietglüher. Dieser Niet wird gleich mit der Nietzange gepackt, und dann muss es schnell gehen.

Ein paar Sekunden weiter: Mit der Nietzange (links auf dem Blech hinter dem Hammer) wurde der Niet gepackt, von unten durch das Loch gesteckt, oben mit der kleinen Zange festgehalten, bis der Gegenhalter in richtiger Position ist und den Niet von unten gegen das Blech presst. Ein im Kuppelkasten aufgelegtes Blech dient als Widerlager für den Gegenhalter.

Von oben wird mit dem Niethammer der Niet gestaucht und der Kopf angeformt.

Für den neuen Querträger wurde aus dem alten Querträger und 4 Flacheisen ein Vorrichtung zum Nieten gebastelt. Hier kann sich der Gegenhalter optimal abstützen.

Etwas später ist der neue Querträger zusammengenietet und eingebaut. Am Längsträger ist der Querträger mit 2 Schrauben temporär fixiert. Mit einer Nietloch-Reibahle wird das Loch für die nächste Nietung vorbereitet.

So sieht es aus, wenn der glühende Niet von innen durchgesteckt wird. Sobald der Gegenhalter richtig sitzt geht es mit dem Nieten los.

Am Nachmittag sind 67 Niete verbaut und der Rahmen ist fertig.

12. Februar 2021: MoMu 4 gegen E.K.B. 14g - Wettlauf der Treibzapfen
In Mönchengladbach warten die neuen Treibzapfen für unsere Mudauer Lok 4 auf das Einpressen in die Radsätze....

... und in Zamberk liegen die Treibzapfen für die E.K.B. 14g für die Wärmebehandlung bereit. Mal schauen welcher Radsatz das Rennen macht und zuerst fertig ist.

11. Februar 2021: Fertigung Körting Doppelsauger
Nachdem wir bereits vor geraumer Zeit die neuen Gehäuse bekommen haben, geht es jetzt an die spanende Bearbeitung. Hier der Bericht aus der "Luftsauger-Bastelbude" im Hobbykeller des Kollegen:
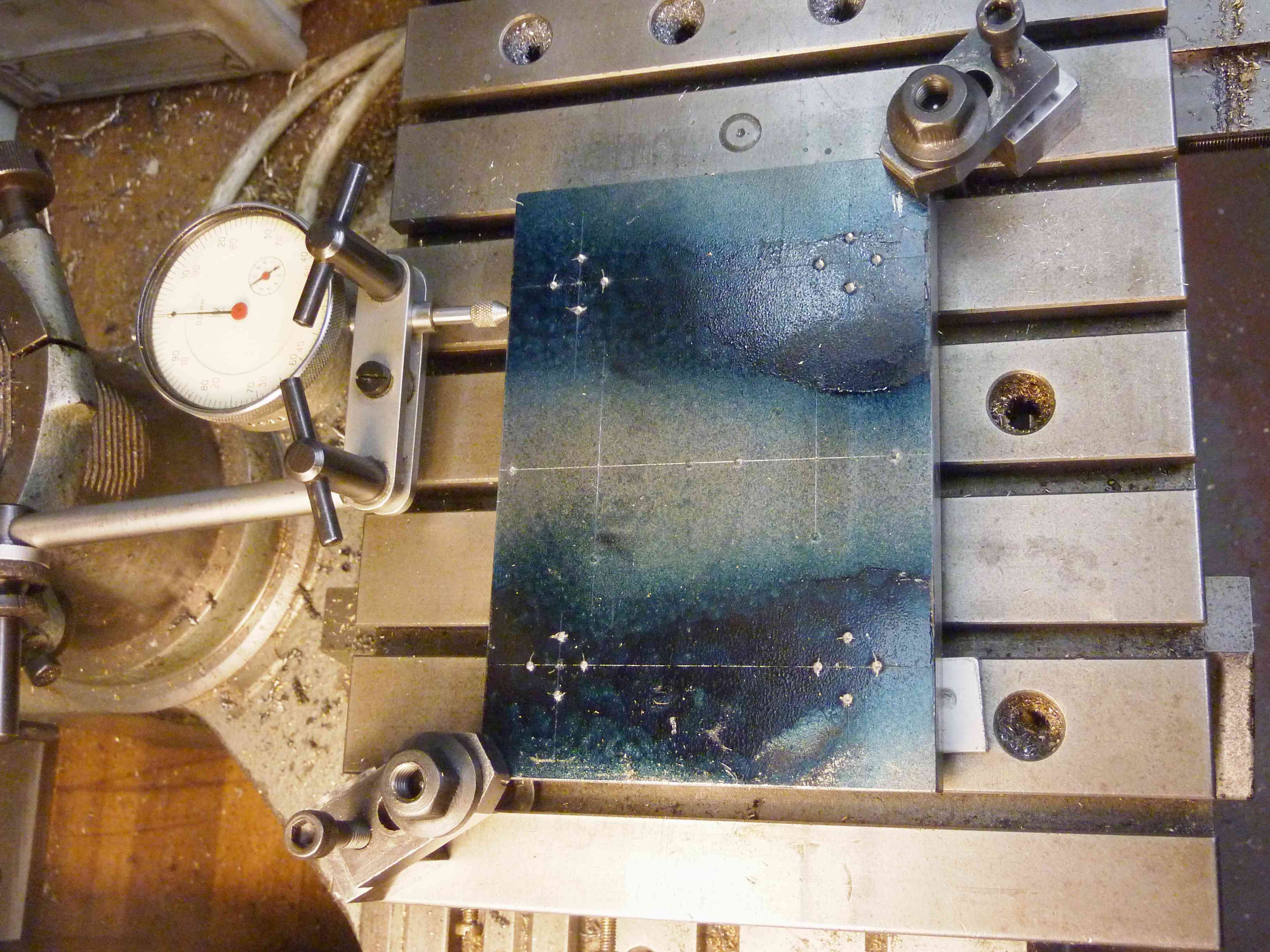
Eine Bohrschablone für Düsen- und Stiftschraubenbohrungen ist angerissen und wird auf dem Frästisch ausgerichtet. Die Schablone liegt auf Unterlagen, damit der Kollege nicht in den Frästisch bohrt.
Ausspindeln der Düsenbohrungen auf Paßmaß

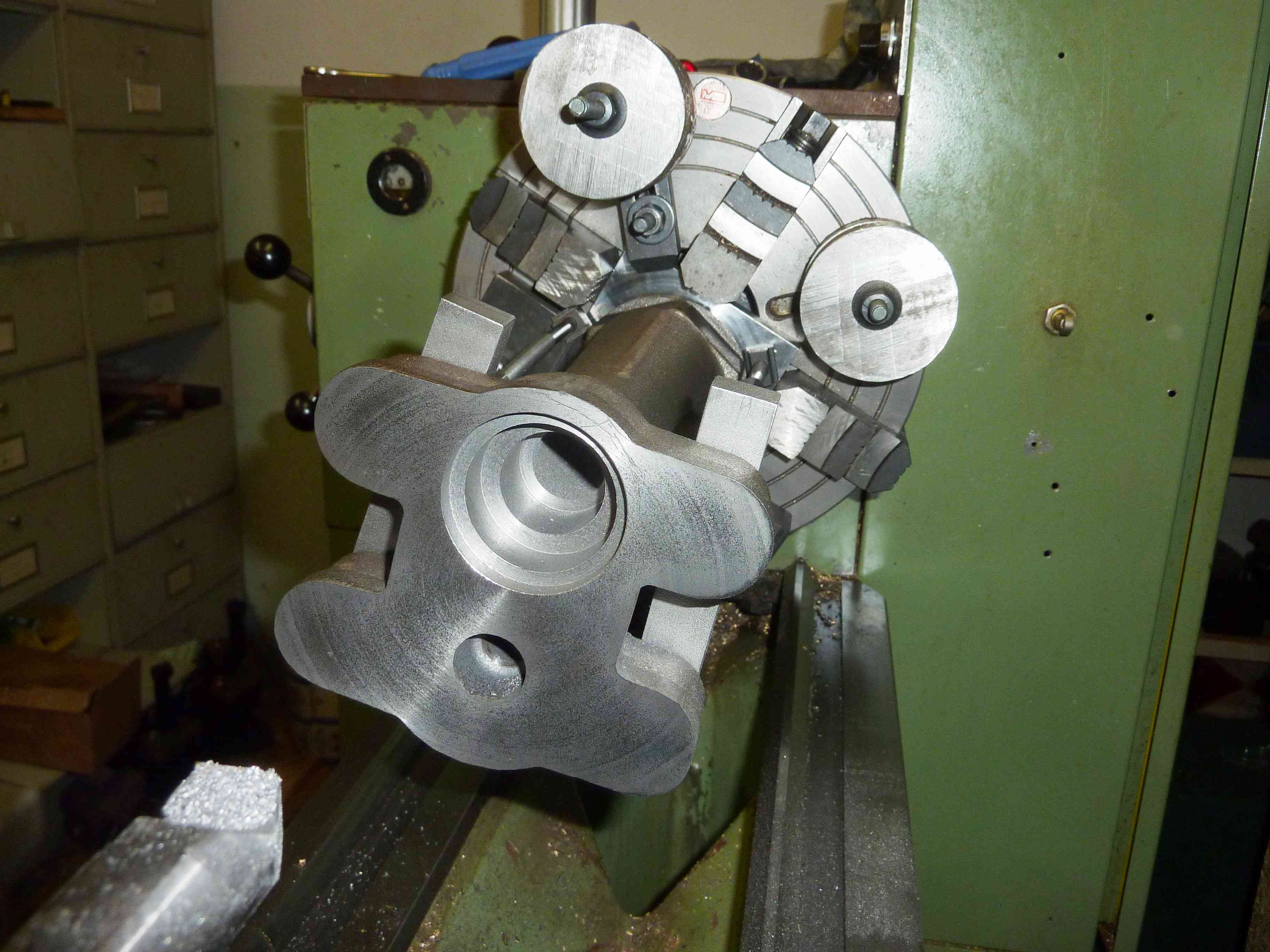
Exzentrische Aufspannung des Diffusorgehäuses auf der Planscheibe mit einigen Auswuchtgewichten - mit der Drehzahl ist er nur auf 160 min-1 gegangen - das Gehäuse soll ja beim Drehen nicht abfliegen...
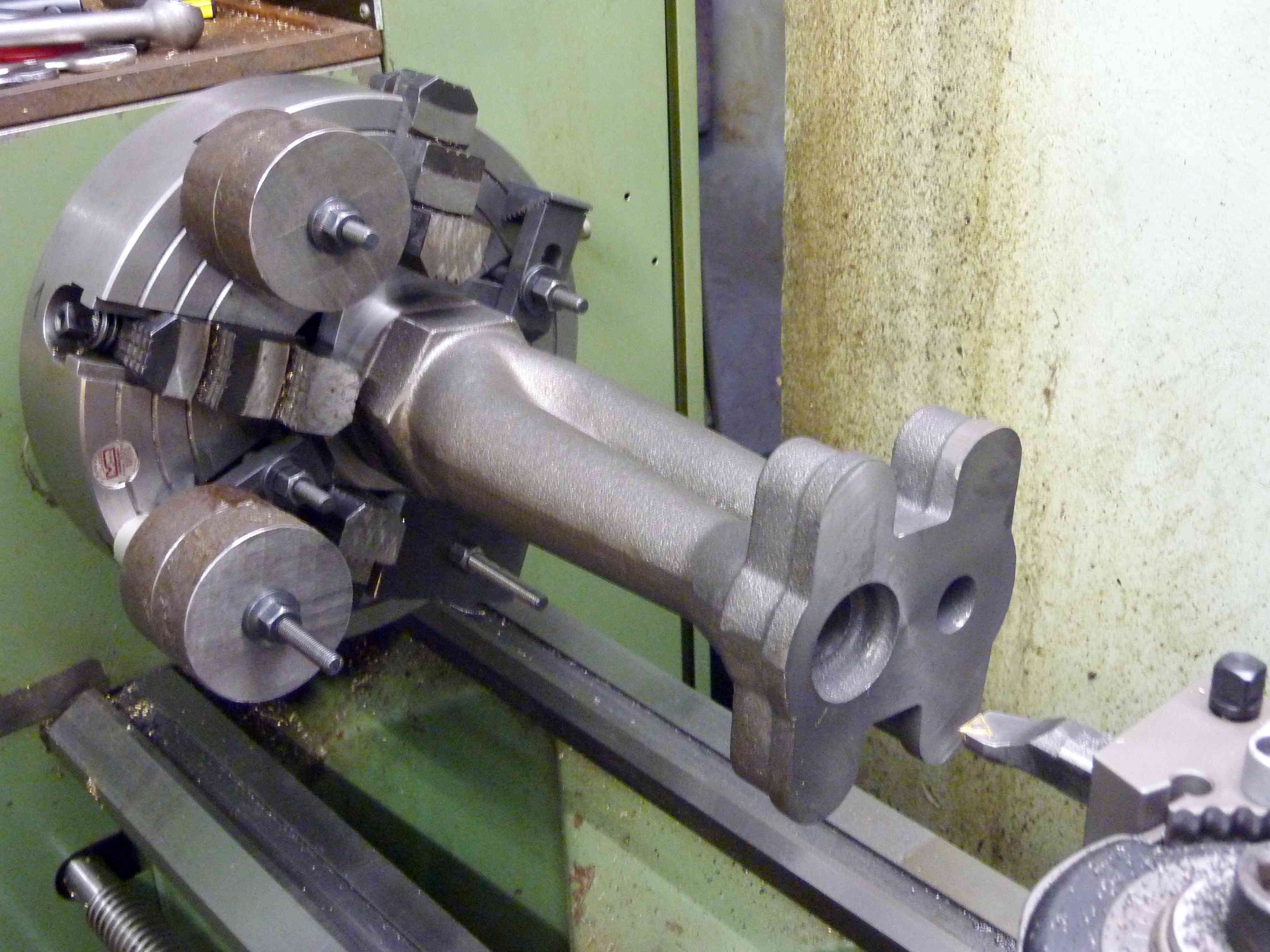
Ausdrehen des ersten Düsensitzes. Aufgrund der Drehzahlbegrenzung ergibt sich keine vernünftige Schnittgeschwindigkeit, deshalb und aufgrund der gewaltigen Auskragung gibt es einen erhöhten Geräuschpegel durch Rattern. (Kann die Ehefrau vom Kollegen aus dem Wohnzimmer eine Etage höher bestätigen :-) )
Bei der nächsten Bohrung probieren wir über einen sehr scharf und ohne Eckenradius geschliffenen HSS-Bohrstahl (ist gerade auf dem Postweg vom Lieferanten unterwegs) die Schnittkräfte herabzusetzen, um das Rattern zu vermeiden. Ansonsten müssen wir einen Plan B überlegen.
Das Diffusorgehäuse wurde vorher mit der Meßuhr auf Rundlauf der vorgegossenen Bohrung ausgerichtet.

Das (vorläufige) Resultat: Diffusorgehäuse plangedreht und Bohrung für die große Düse fertig.
Der nächste Schritt: Aufgelegte und mit Lehrdornen (auch mal eben schnell aus Resten gedreht) an der vorhandenen fertigen Düsenbohrung und der vorgegossenen zweiten Düsenbohrung ausgerichtete und mit Traversen festgeschraubte Bohrschablone. Unten sieht man die Vorrichtung zum Aufspannen des Gehäuses auf die Planscheibe, bestehend aus einer Platte mit aufgesetzem Gewindezapfen G 2", auf den man das Gehäuse mittels dem als erstem Arbeitsschritt gefertigten G 2"-Innengewindes aufschrauben kann. Bei sehr genauem Hinsehen erkennt man in den kleinen Bohrungen der Schablone oben auf dem Diffusorgehäuse die eingesetzten gehärteten Bohrbuchsen, die verhindern, dass die Lehre beim Bohren der Löcher für die Stiftschrauben zu schnell verschleißt.
Als nächstes kommt das Gehäuse wieder auf die Planscheibe und wird mittels Meßuhr so ausgerichtet, dass die kleine Bohrung in der Lehre (wo der Messingdorn drinsteckt) genau rundläuft - auf diese Weise ist gewährleistet, dass der Düsenabstand genau passt. Die Lehre wird später auch beim Bohren der anderen Gehäuseteile verwendet, sodass sich an allen Teilen hinterher der gleiche Abstand der Düsensysteme ergibt und alles exakt fluchtet. Nun ja, so weit die Theorie ...

10. Februar 2021: Erste Arbeiten am Rahmen der E.K.B. 14g
Am Rahmen geht es mit dem Abbauen diverser Anbauteile voran. Hier zuunterst auf der Palette liegen die beiden Steuerungsträger ...

...und hier ist die frühere Befestigungsstelle des rechten Steuerungsträgers am Wasserkasten zu sehen.

Die vor und hinter den Zylindern am Rahmen angeschweißten Leisten sind schon weggeschliffen. Die Leisten waren ein Grund für den Abbau der Zylinder: Eine Vermutung vor dem Abbau war, dass in Finnland die Leisten angeschweißt worden waren, weil sich die Zylinder gelockert hätten. Hatten sie aber nicht; die Zylinder saßen bombenfest. Ein Vorteil der abgenommenen Zylinder ist, dass die Befestigungsflächen der Zylinder nun "für die nächsten 100 Jahre" vor Korrosion geschützt werden können. Auch ist der Rauchkammersattel jetzt für weitere Arbeiten wesentlich besser zugänglich.

9. Februar 2021: Injektoren für das nächste Lokprojekt
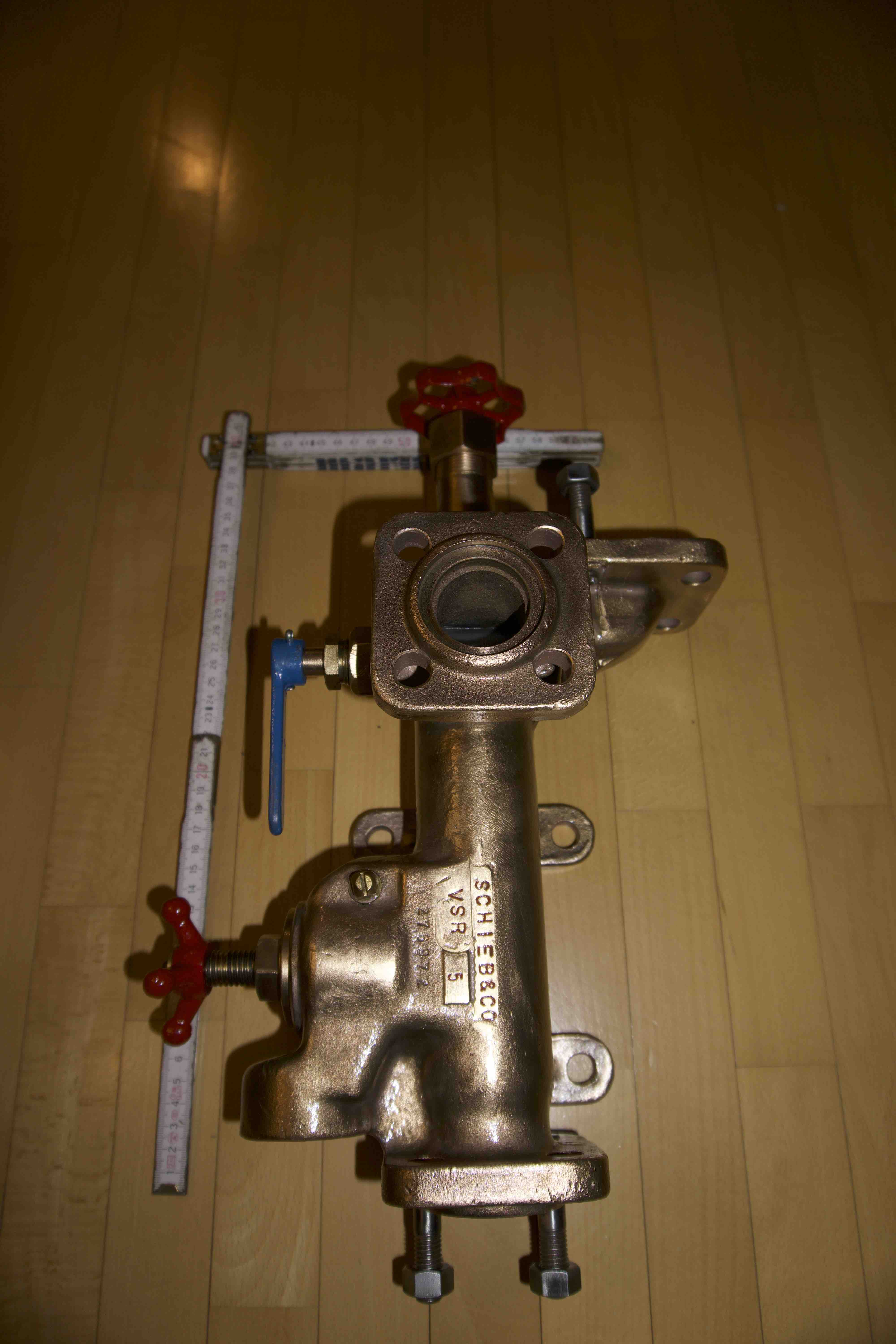
Als Gelegenheit konnten wir ein neuwertiges Paar saugender Strahlpumpen der Bauart Friedmann erwerben. Sie sind eingelagert, bis wir nach Fertigungstellung der RUR und unserer Mudauer Lok 4 das nächste Lokprojekt beginnen.
8. Februar 2021: In der Hauptwerkstätte von Lenz & Co....
...stehen FKB 10 und FKB 6 nicht. Für Innenausbau und Details ist es aber praktischer, wenn die Wagen direkt hintereinander komplettiert werden. Im Laufe des Jahres wird der Dritte im Bunde - unser Salonwagen KKB 7 - das Duo ergänzen.
