
14. Juni 2023: Dampfentnahmestutzen DHHU 20
Der Dampfentnahmestutzen („Christbaum“) für unsere Lok 20 steht bei EWK vor der Fertigstellung. Da Gerhard Moll den Stutzen bereits vor 30 Jahren aufgearbeitet hatte und er seitdem bei der MME nur im Lager lag, hielten sich die Arbeiten zur Durchsicht und Nacharbeit in Grenzen.
12. Juni 2023: Beschriftung OEG 808
Beim OEG 808 ist in Mitcheldean die Beschriftung angebracht worden. Damit sind die Arbeiten an diesem Wagen weitgehend abgeschlossen. Nach 18 OEG O-Wagen geht es ab September mit der Aufarbeitung von bedeckten OEG-Güterwagen weiter.

10. Juni 2023: Fensterbänke für den KKB 7
Für die Außentür haben wir eine Musterfensterbank fräsen, sandstrahlen und schwarz eloxieren lassen. (Die Torx-Schrauben im Bild dienen natürlich nur der Vormontage und werden später ausgetauscht).

Da die Haptik recht glatt und neu wirkt, haben wir zum Vergleich eine Fensterbank dann noch grob gesandstrahlt und hochglänzend schwarz lackiert. Dies kommt dem Original täuschend gleich nahe.

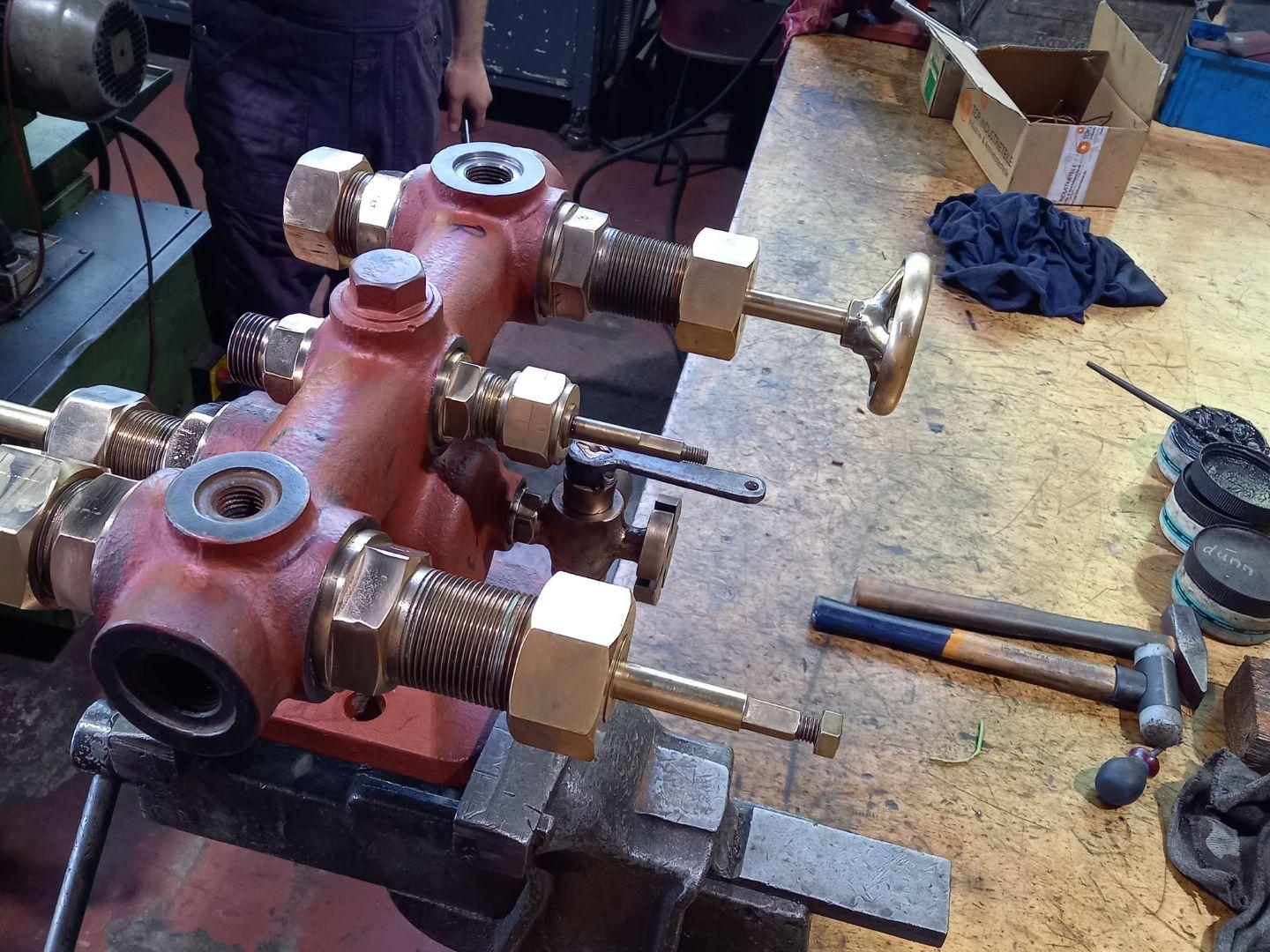
9. Juni 2023: Ventileinsätze für die E.K.B. 14g
An der E.K.B. 14g fehlen noch ein paar Ventileinsätze. Eine vorgedrehte Ventilspindel, dahinter eine mit angearbeitetem Trapezgewinde (vorgearbeitet mit 60°-Gewindestahl, damit der Trapezgewindestahl nicht so viel Volumen wegarbeiten muss).

Ein fertig bearbeitetes Gewinde Tr 22 x 5.

Das wollen noch Ventilkegel werden. Die zugehörige LON 3500 dient als Hintergrund.

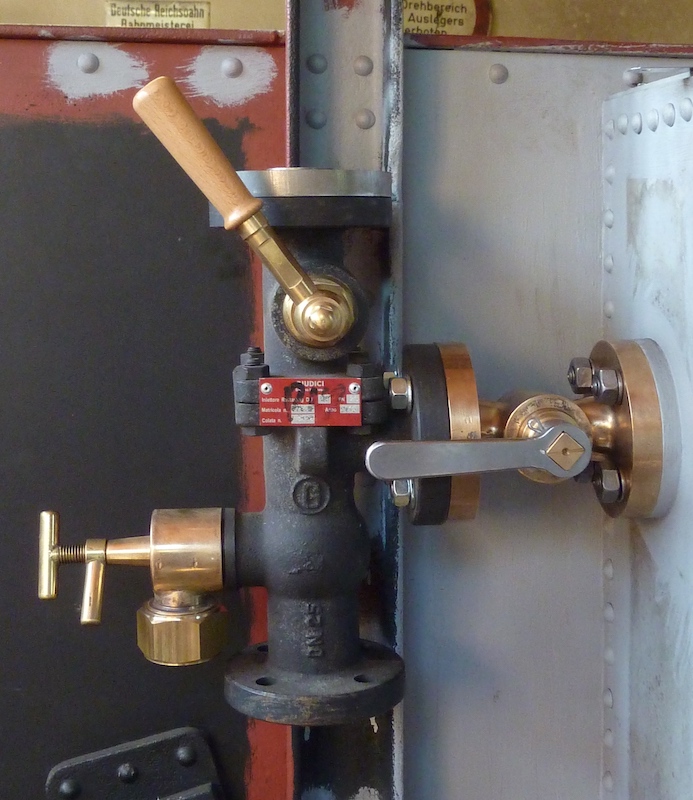
8. Juni 2023: Lok RUR: Absperrhahn mit Injektor
Der linke Injektorwasserhahn der RUR lässt sich zusammen mit dem Absperrhahn problemlos montieren. Auf der rechten Seite muß noch eine Bohrung vom Absperrhahn marginal nachgearbeitet werden, weil eine Stiftschraube am Wasserkasten etwas aus der Reihe tanzt und der Flansch dadurch einen Querversatz von ca. 1 mm hat.
7. Juni 2023: Blick in den BPwPost FKB 6
Auch vom FKB 6 gibt es Fotos nach der Grundreinigung. Hier das zweite Klasse-Abteil...

...und ein Blick in das Packabteil mit Pult, Bremskurbel und Dienst-Toilette.

6. Juni 2023: FKB 10: Innenraum und Heizkörper-Verkleidung
Nach Entfernen der Schutzkartons und Grundreinigung erstrahlt der Innenraum vom FKB 10 in neuem Glanz. Die Frage eines Kollegen nach "Wo sind denn die Filzpantoffeln zum Betreten des Wagens?" überhöre ich mal...

Nur nach Bücken zu sehen: Die Verkleidung der Preßkohlenheizung. Breite, Höhe und Winkel der Verkleidungsbleche haben wir einer Wagenzeichnung der Euskirchener Kreisbahnen entnommen.

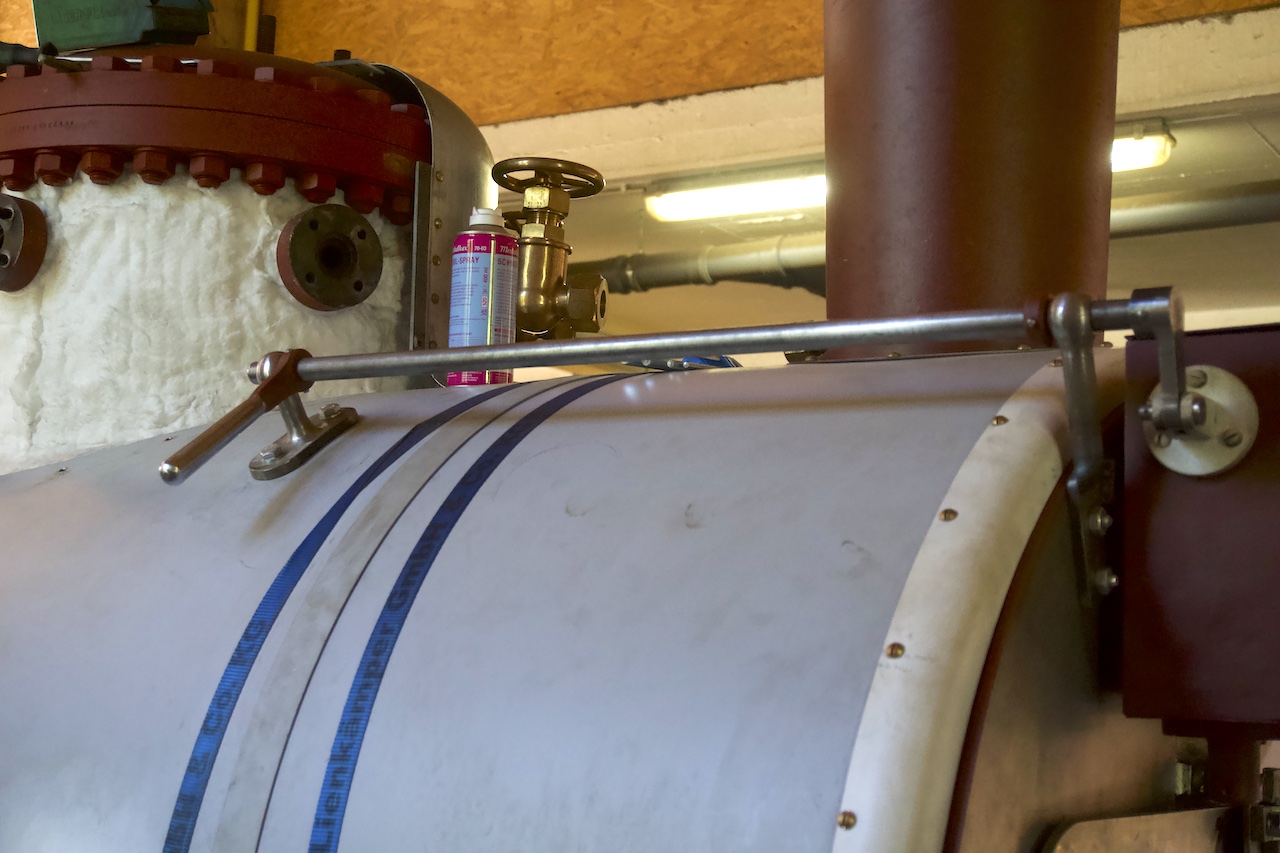
5. Juni 2023: Lok RUR: Komplettierung Bedienstange Sandkasten
Bei der Bedienstange des vorderen Sandkastens (siehe Tagebuch Eintrag vom 28. April) fehlte noch der Griff: Hierzu wurde zunächst auf der Drehmaschine ein Griffstück und eine Öse gedreht, ein Flachstahl passend gefeilt und alle Teile miteinander verschweißt.

Der Griff nach dem Schleifen der Schweißstellen.

Der fertig montierte vordere Sandstreuer.
4. Juni 2023: Weitere Arbeiten am Lokkasten der RUR
Der Lokkasten steht in Hüinghausen noch auf dem massiven Montagerahmen bzw. der Schweißvorrichtung von EWK.

Probeweise haben wir einen Injektor angehalten. Da der Absperrhahn zwischen Wasserkasten und Injektor nicht zur Hand war, habe ich einen von den Abmessungen identischen Ablasshahn genommen.

Die nächsten Wochen sind gefüllt mit allen Arbeiten, die wir bereits vor der Rückkehr des Fahrwerks machen können:
- Montage der Dachspriegel und Verlattung des Daches mit Nut-Feder-Brettern
- Nachfertigen der Bleche im Endbereich und in der Mitte des Daches
- Eindecken Dach mit Segeltuch
- Montage der Dachkondensatoren
- Anfertigen und Montieren der Zu- und Ablaufleitungen des Kondensators
- Montage des Latowski-Läutewerks und der Handglocke
- Halter für Westinghouse-Ventil und Manometer anfertigen und anbringen
- Absperrhähne, Injektoren, Feuerschlauch-Anschluss und Spritzhahn montieren
- Werkzeugkasten unter dem Dach tischlern und montieren
- Sämtliche noch fehlenden Flansche für die restlichen Leitungen zwischen Lokkasten, Kessel und Fahrwerk vorfertigen
- Dach und Innenwände Lokkasten streichen
3. Juni 2023: FKB 105 und RKB 223
Um FKB 6 und FKB 10 in die Werkstatt zu schieben, mussten erst ein paar andere Wagen umrangiert werden. Dies ergab die Möglichkeit, den frisch beschrifteten FKB 105 auch im Freien von allen Seiten inspizieren zu können.
