
11. Juli 2022: Lokkasten RUR
Die Arbeiten für den linken Wasserkasten müssen auf der rechten Seite wiederholt werden. Sie sind etwas einfacher, weil diese Ecke vom Lokkasten weniger verzogen war. Ohne den angefertigten Hilfsrahmen wären die Richtarbeiten an den Ecksäulen und das Einpassen der Wasserkästen kaum möglich gewesen.

10. Juli 2022: Wasserkasten RUR
Für das Biegen der Winkel zum Anpassen an die Kontur der Ecksäulen hat EWK passende Gesenke angefertigt. Links im Bild befindet sich ein in den Wasserkasten eingebautes Schwallblech.

Die Innenwand des linken Wasserkastens ist auch schon passend geformt.

9. Juli 2022: Transport OEG-Wagen zur Sauerländer Kleinbahn
Nachdem schon mehrere Lenz-O-Wagen den Weg in das Sauerland fanden, sind heute morgen die beiden ersten OEG-Wagen in Hüinghausen als Leihobjekte für das Jubiläum der MME eingetroffen. Bis Dienstag werden noch 4 weitere O-Wagen folgen. Deutlich ist auf dem Bild der Höhenunterschied zwischen dem 5-Tonner OEG 702 und dem 10-Tonner OEG 1021 dahinter zu erkennen.

8. Juli 2022: O-Wagen von Kleinbaan bei der Sauerländer Kleinbahn
Die Märkische Museums-Eisenbahn e.V. feiert diesen Monat ihr 40-jähriges Vereinsjubiläum. Für die Sonderveranstaltungen sind die ersten 4 O-Wagen von Kleinbaan - RKB 219, 220, 223 und 224 - bei der MME eingetroffen.
Der RKB 219 war bereits 2017 bei der MME zu Besuch (...wie die Zeit vergeht...); für die 3 anderen O-Wagen werden die Fahrten im Juli der erste öffentliche Einsatz sein.Am RKB 220, hier vorne im Bild, ist als Übergangswagen einseitig am Plattform-Ende statt der typischen Lenzkupplung temporär eine Balancier- und Trichterkupplung angebaut.

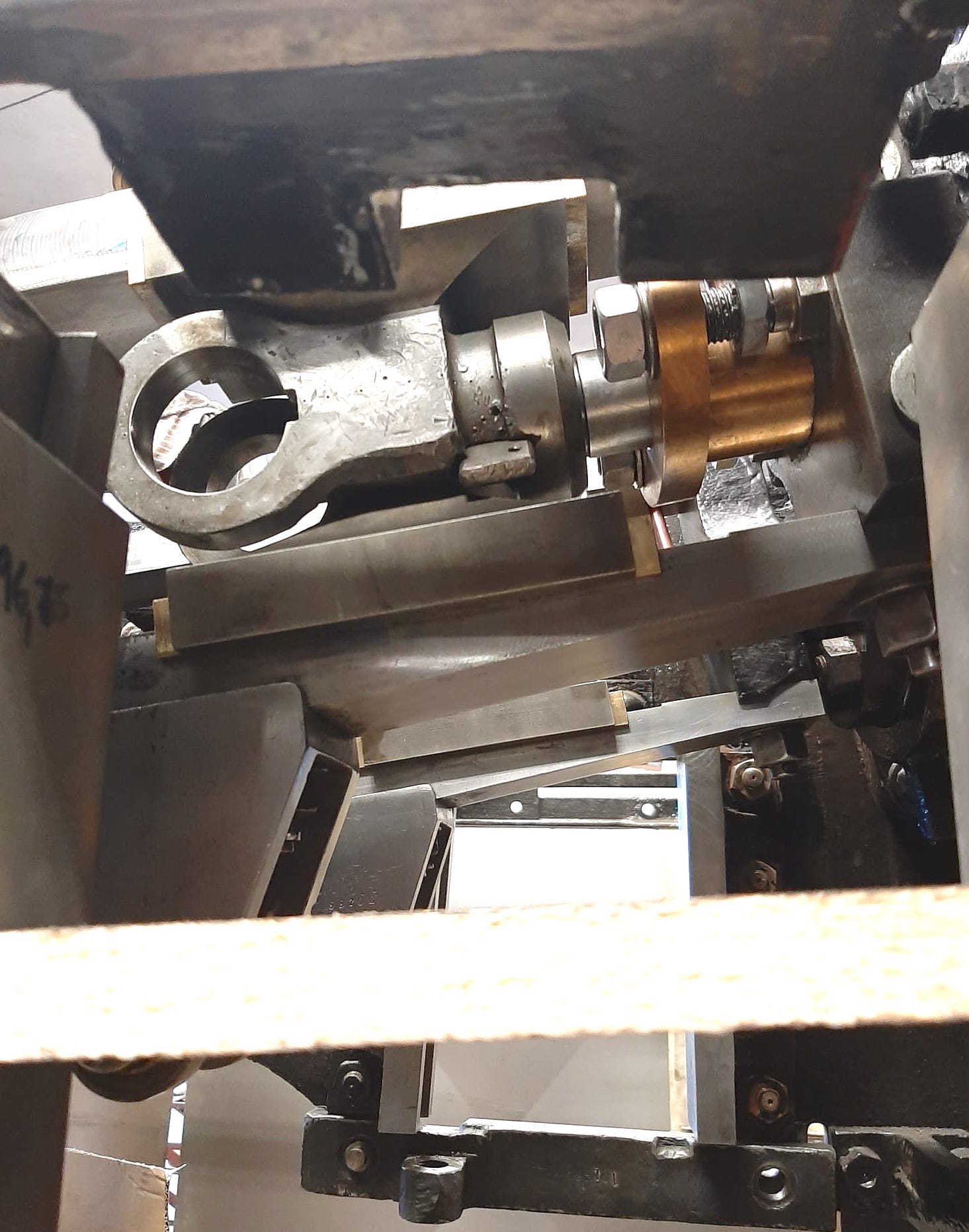
7. Juli 2022: Rahmenabstützung OEG 809
Beim vierachsigen OEG 809 stützt sich der Rahmen seitlich über Rollen auf den Drehgestellen ab. Bei vielen anderen Kleinbahnwagen haben hierfür einfach Gleitplatten ausgereicht. Hierüber besitzt das Drehgestell eine simple Rückstellvorrichtung, da die Lauffläche unter dem Rahmen mit zunehmendem Drehgestellausschlag den Wagenkasten gleichzeitig um wenige Millimeter anhebt.
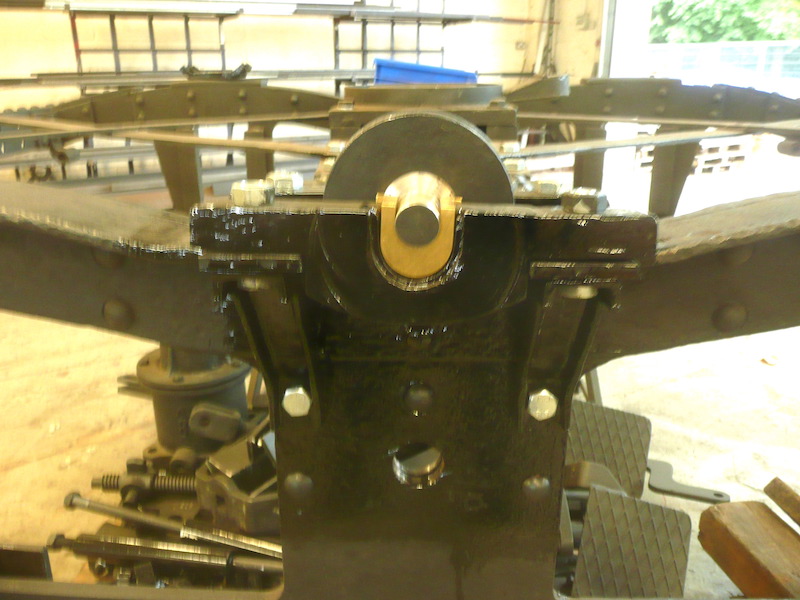
6. Juli 2022: Hahnküken für die RUR
Nach dem erfolgreichen Test an den Gehäusen der Absperrhähne (siehe Bericht von gestern) wurde das an die Drehbank angebaute Leitlineal genutzt, um die zughörigen Hahnküken zu drehen.

Die fertig gedrehten und gefrästen Hahnküken für die Abstell- und Ablaßhähne der RUR.

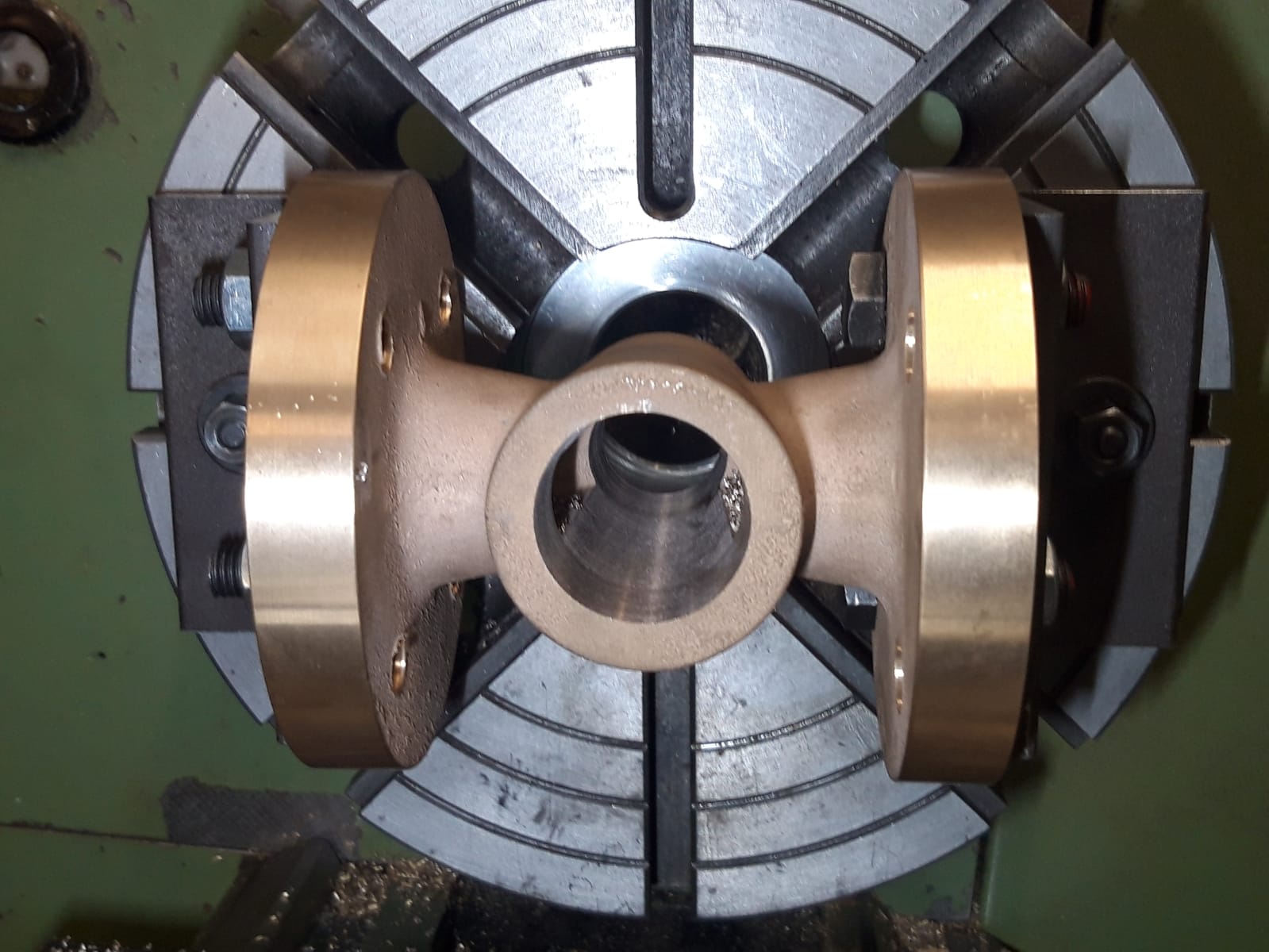
5. Juli 2022: Gehäusebearbeitung am Injektor-Wasserhahn Lok RUR
Die Gehäuse für die Wasser-Absperrhähne der Injektoren für die Lok RUR werden bearbeitet. Die Herausforderung dabei ist, eine schöne kegelige Bohrung in den Prüfhahn zu bekommen. Zunächst gilt es, das Gehäuse passend auf der Planscheibe der Drehmaschine einzuspannen.
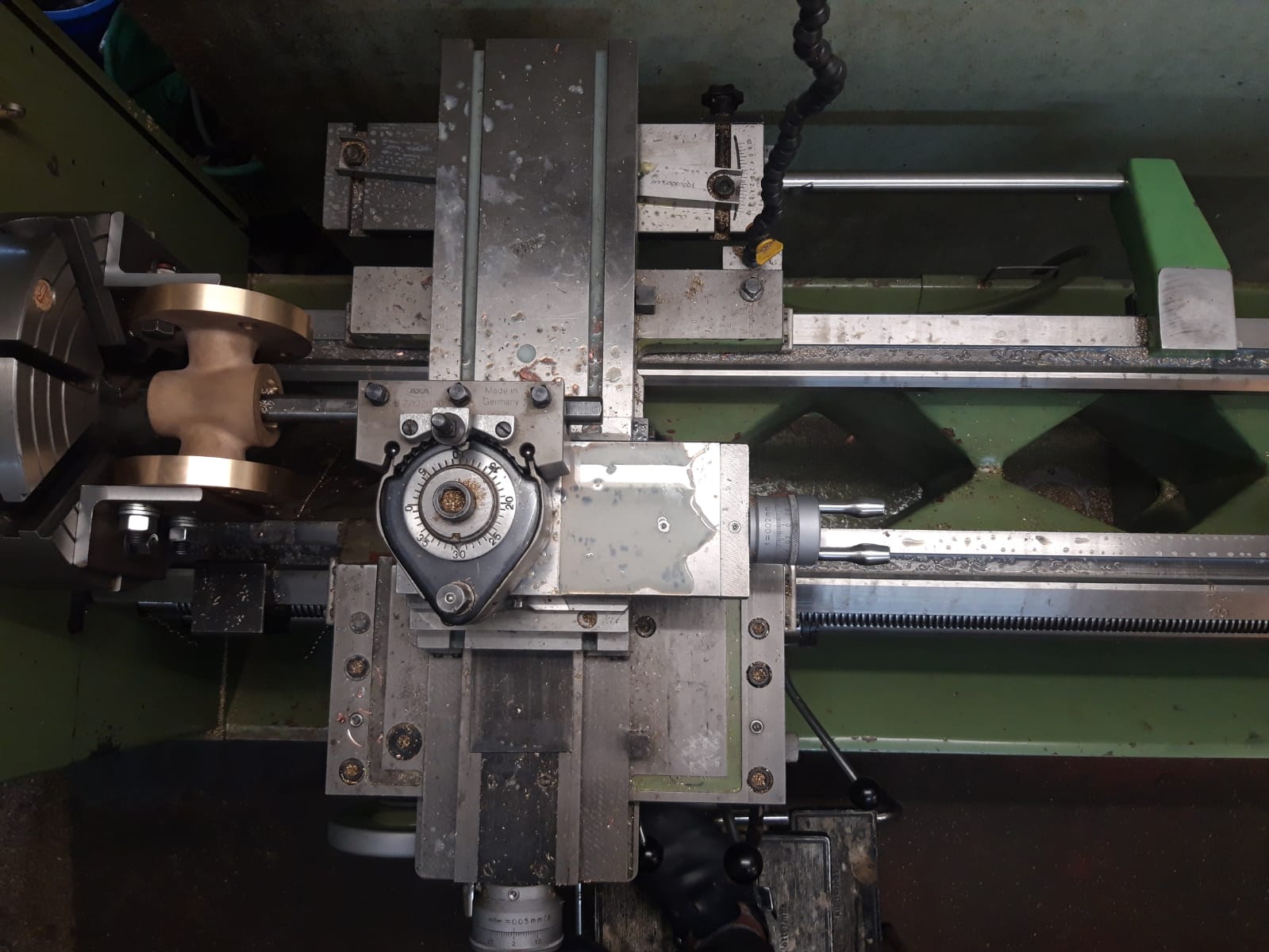
Für die Bearbeitung wurde dann ein kürzlich vom Kollegen beschafftes Leitlineal an der Drehmaschine angebaut. Der Trick ist, dass sich durch das Leitlineal (an dem man den Winkel vom Kegel einstellen kann) gesteuert der Planschieber bewegt, wenn man die Bettschlitten verfährt. Dadurch lassen sich mittels automatischem Langzug Kegel fertigen.
Sonst geht das nur mit verschwenkten Oberschlitten und Kurbeln von Hand, was das Erzeugen schöner Oberflächen erschwert und die Kegellänge beschränkt. Kegelige Gewinde gehen mit verstelltem Oberschlitten auch nicht zu erstellen.
Das Ergebnis des ersten Versuchs: Eine schöne kegelige Bohrung im Hahngehäuse - der 1:6 Prüfkegel passt ohne das kleinste Bisschen wackeln in das Gehäuse. Thomas ist mit dem Ergebnis seines Versuches sehr zufrieden!

4. Juli 2022: Farbgebung Führerhaus DHHU 20
Auf einem S/W Henschel-Fabrikfoto einer Schwesterlok der DHHU 20 für die Dortmund-Hoerder Hüttenwerke sind am Führerhaus und an den Wasserkästen Einfasslinien zu erkennen. Wasserkästen, Führerhaus und Kesselverkleidung sind deutlich heller als die schwarze Rauchkammer.
Geschützt durch das überstehende Blechdach sind am Originalführerhaus der DHHU 20 noch Spuren der ursprünglichen Lackierung vorhanden; später (ggf. vor der Aufstellung als Spielplatzlok) wurden Führerhaus und Wasserkästen in einem hellen grün gestrichen. Vorsichtig haben wir die Spuren der Ursprungslackierung freigelegt, gereinigt und aufpoliert:
Tatsächlich hatte auch die DHHU schwarze Einfasslinien und eine dunkelgrüne Lackierung (über der "5" auf dem Zollstock). Durch die Lichtverhältnisse konnte der ursprüngliche Grünton noch nicht eindeutig bestimmt werden; visuell lag er im Vergleich mit einer RAL-Karte im Bereich zwischen RAL 6007 "Flaschengrün" und RAL 6009 "Tannengrün".

Auf dem Werksfoto nur zu erahnen, am Führerhaus ist es jetzt genau zu sehen: Zwischen der Einfasslinie (oben) und der grünen Grundfarbe (unten) gibt es noch eine ca. 4 mm breite rote Absetzlinie.

Hier gibt es den Vergleich zur RAL-Farbkarte: links RAL 6007 Flaschengrün, und rechts RAL 6009 Tannengrün

3. Juli 2022: Drehgestelle OEG 805
Die Drehgestelle und die Radsätze vom OEG 805 sind lackiert.

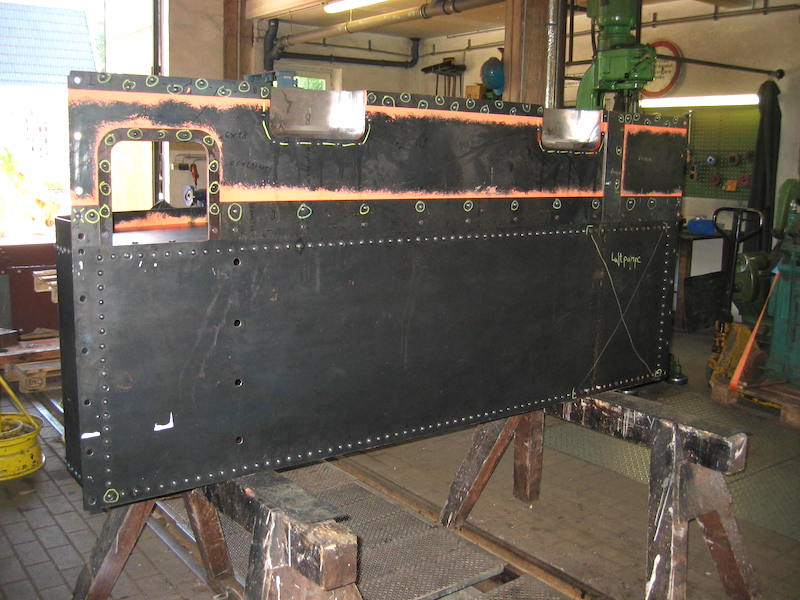
2. Juli 2022: Bündig schleifen Flachniete
Am Kondensatbehälter wurden die überstehenden Flachnietköpfe abgeschliffen und bündig gefeilt und Blechübergänge angeglichen.


1. Juli 2022: Nietarbeiten Rahmen KKB 7
Am Rahmen von unserem Salonwagen KKB 7 haben wir in Coburg gut 100 bisher fehlende Niete gesetzt. Unser moblies Nietkommando: Nietglüher, großer Kompressor für die Druckluftwerkzeuge und in einer großen Kiste Niethammer, Gegenhalter, Druckluft-Bohrmaschine mit Reibahlen, Niete und sonstiges Werkzeug.

Die Vorarbeiten: Abstützung für den Gegenhalter am Rahmen suchen (hier: in Rahmenlängsträger eingelegtes Holzbrett), passenden Gegenhalter suchen oder bauen, Niete bei Bedarf passend ablängen, Löcher aufreiben, Nietglüher und Kompressor aufstellen und anschließen, Werkzeuge bereitlegen.

Das Ergebnis: Neu eingenietete Achslagerführungen.

30. Juni 2022: Update zum Kessel DHHU 20
Heute waren wir zur Projektdurchsprache bei Lonkwitz in Wetzlar: Der Bodenring ist gefräst. Links neben dem Langkesselschuss liegt der Rohrsatz.

Das Unterteil vom Dampfdom:

Der Stehkesselmantel ist fertig und die Kanten sind für die weiteren Schweißarbeiten vorbereitet; davor liegt die Rauchkammer-Rohrwand. Die übrigen Teile vom Stehkessel sind momentan in der Glüherei. Im 4. Quartal werden die Arbeiten abgeschlossen sein.

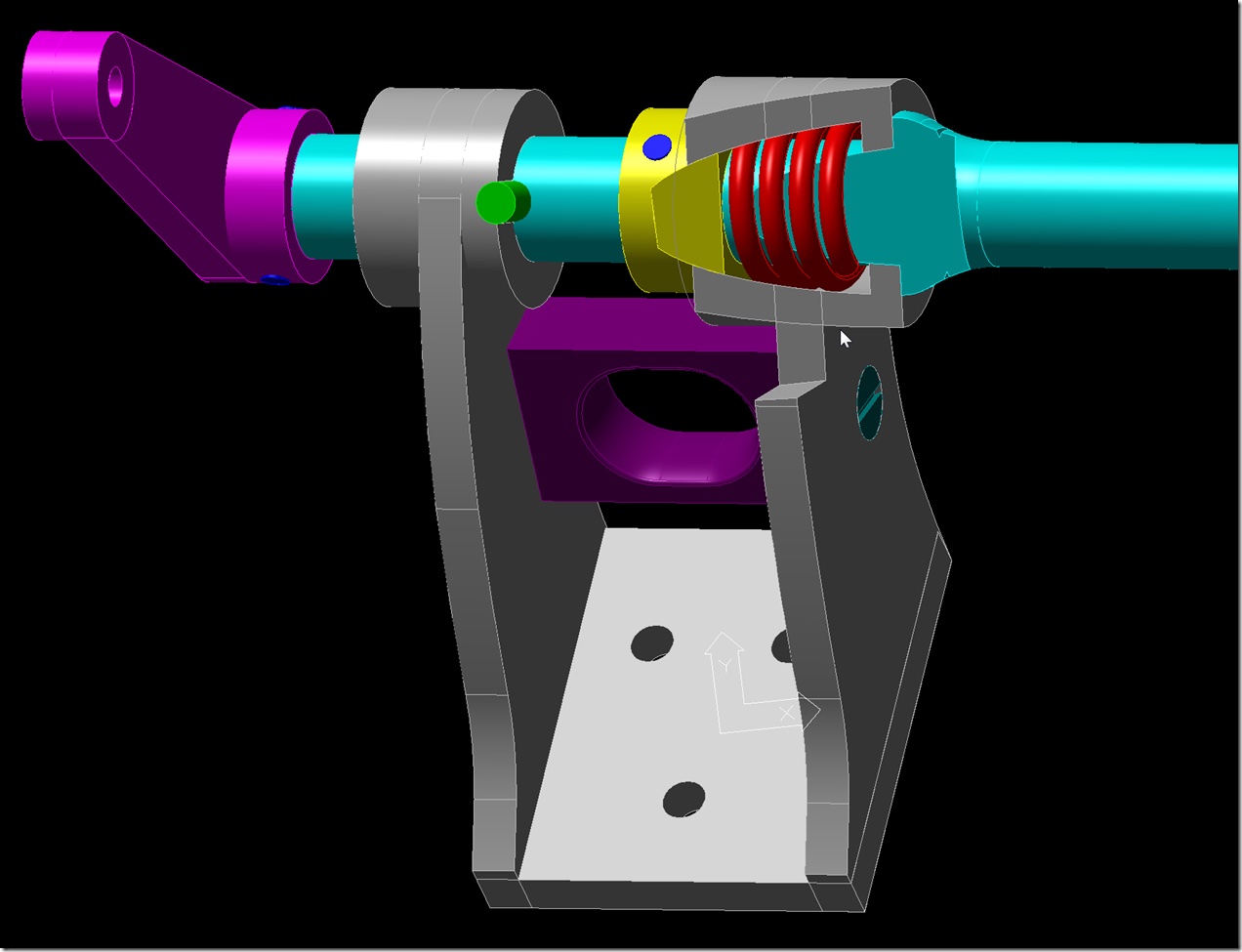
29. Juni 2022: Konstruktion Handgriff für Ausstellfenster
Das CAD-Modell für die Handgriffe der Ausstellfenster im Oberlicht unserer Weyer-Wagen (siehe Eintrag vom 11. April) ist fertig.
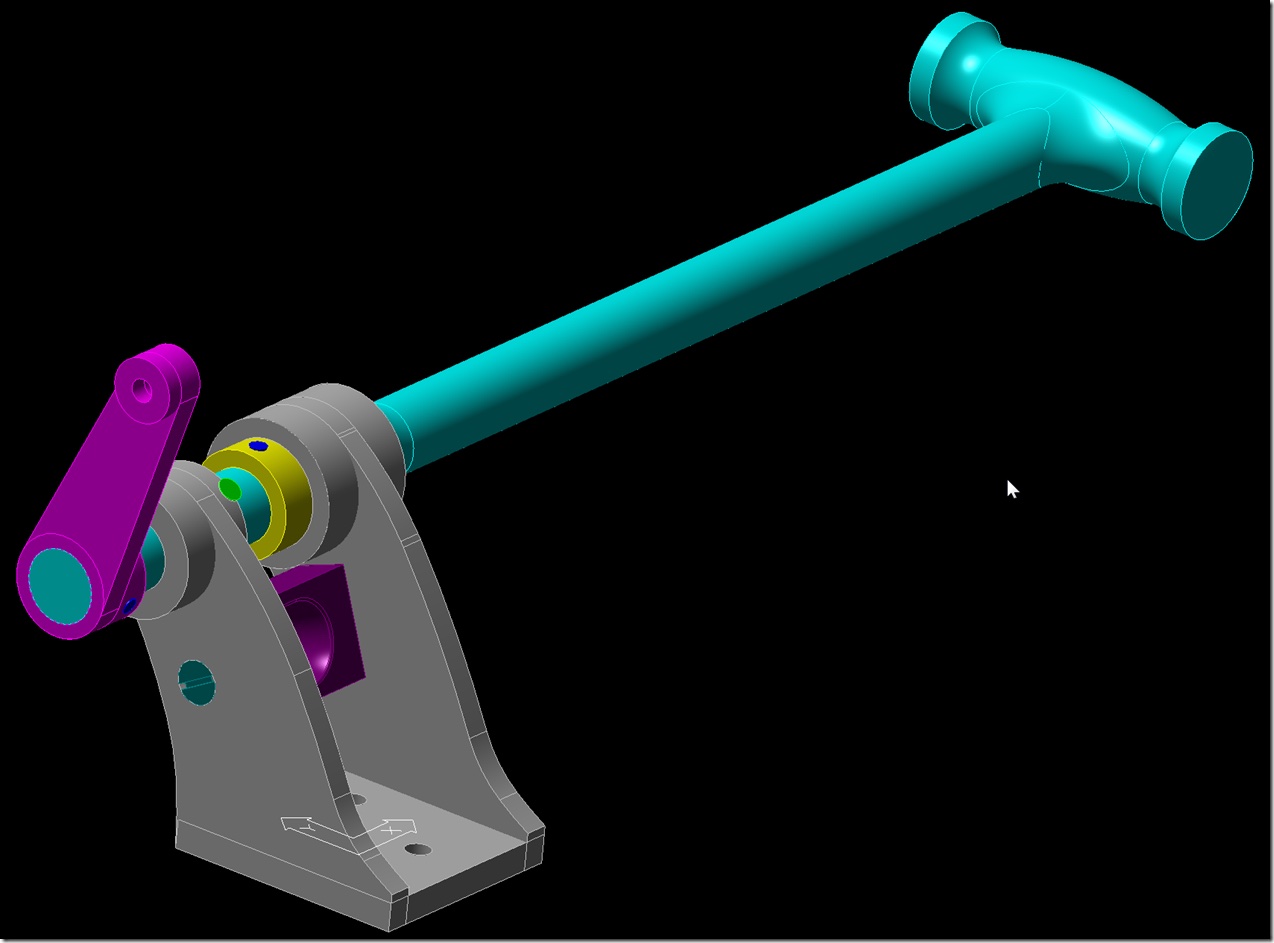
Da der von der Selfkantbahn ausgeliehene Griff (aus Wagen 151, ex Wagen 19 der Borkumer Inselbahn) fest verstiftet ist, haben wir das "Innenleben" ohne Zerlegung rekonstruiert. Die Federkennlinie der eingebauten Druckfeder wurde über eine Federwaage "ermittelt" und eine passende Feder aus einem Katalog herausgesucht.

Im Summe brauchen wir drei Gußteile (Griff, Halter, Hebel). Im Vorfeld wurde auch mit dem Modellbauer abgestimmt, wo und wie wir die Teile später spanend bearbeiten.
28. Juni 2022: Aufbau Wagenkasten KKB 7
Der Aufbau des Wagenkastens vom KKB 7 hat in Ilmenau begonnen. Der Spriegel steht, die Füllungen über und unter den Fensteröffnungen sind gebaut und montiert.

27. Juni 2022: Deckel Kohlenkasten E.K.B. 14g
Restarbeiten am Kohlenkasen der E.K.B. 14g: Die beiden Deckel der Kohlenkästen werden eingepaßt.

Für die Sperrklinke der Handbremse wird noch ein zusätzliches Federblech angefertigt, damit die Sperrklinke auch sicher einrastet.

26. Juni 2022: Güterwagen OEG 805
Die Stahlarbeiten am Aufbau vom OEG 805 sind abgeschlossen.

Die Hölzer mit Sattel-Verbindung für die Seitenwand sind auch bereits behobelt.

25. Juni 2022: Kreuzköpfe RUR wieder montiert
Nach der Überarbeitung der Gleitplatten sind die Kreuzköpfe und die Kolben wieder montiert.
Ein Blick von unten auf die Gleitbahnen und Kreuzköpfe: Unten an den Gleitbahnen befinden sich die Aufhängebolzen für die Schwinghebel der Joy-Steuerung.

Und der Blick von oben auf das Triebwerk.

In der nächsten Woche werden die Achslager ausgebohrt.

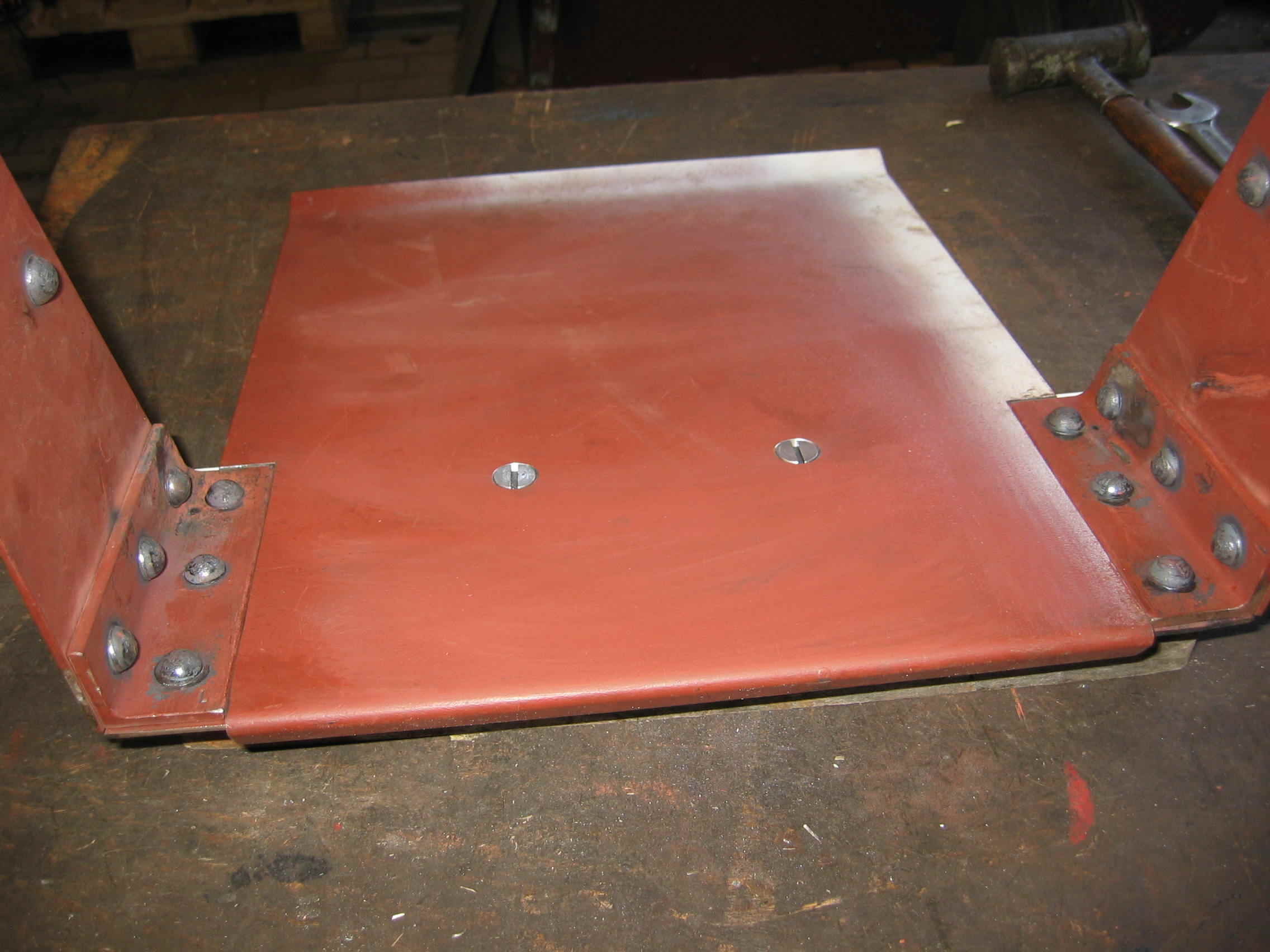
24. Juni 2022: Kondensatbehälter der RUR genietet
Nach den Vorarbeiten konnte die Woche der Kondensatbehälter mit dem Aufsatz für den Kohlenkasten genietet werden. Hierbei wurden insgesamt etwa 600 Niete
verschiedener Größen und Längen verarbeitet. Rück- und Seitenwand des Kohlenkastens wird später der Lokkasten bilden.

Blick von innen auf die Vorderwand des Kohlenkastens. Links die Öffnung für den Heizer; auf der Lokführerseite wird später die Luftpumpe aufgehängt.
Im Bereich der Kontaktflächen wurden die Winkel und Bleche vor dem Vernieten grundiert. Vor dem Beschichten werden wir den Kodensatbehälter innen noch strahlen lassen.

23. Juni 2022: Schaufelgleitbleche für die E.K.B. 14g
Um bequemer die Kohlen aus den Tender schaufeln zu können, bekommen die Kohlenentnahmeöffnungen jeweils ein Schaufelgleitblech. Bei manchen Loks ist hierfür einfach ein gekantetes Blech lose in den Kohlenkasten eingelegt. Es geht aber auch in "schön":
Die Gleitbleche sind passend zum Grundrahmen ausgeklinkt und eingepasst. Das Schaufelgleitblech ist mit Senkbohrungen versehen und mittels Senkkopfschrauben am Grundrahmen befestigt. So sitzt das Blech einerseits schön fest, kann aber andererseits zur Reinigung des Kohlenkastens auch schnell wieder ausgebaut werden.
22. Juni 2022: Türschwellen FKB 10
Die eisernen Türschwellen an den Stirntüren sind in den Sichtboden eingelassen und montiert.


21. Juni 2022: Wasserkastenprüfhähne für die MM 4
Die Prüfhähne für die Wasserkästen der Mosbach-Mudauer Lok sind fertig. Das Gußmodell hatte EWK vor einigen Jahren für eine Henschel-Dampflok Baujahr 1904 gebaut. Wir haben deshalb direkt Prüfhähne für unsere Dampflok SH2 mitfertigen lassen.

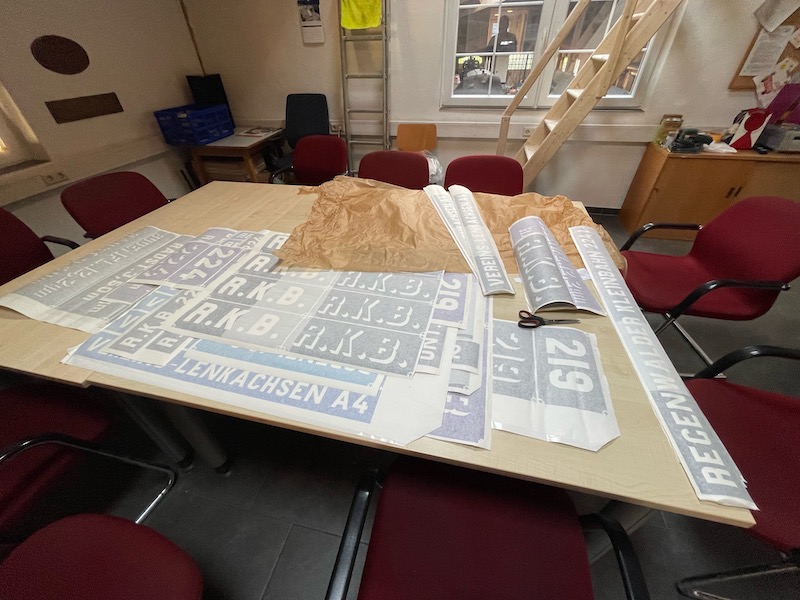
20. Juni 2022: Beschriftungsschablonen RKB 219 - 224
Die Beschriftung der vier an die MME augeliehenen O-Wagen wird vorbereitet. Hierfür werden die Schablonen entsprechend zugeschnitten. Wir sind gespannt, ob die Herstellung der Schattenschrift mit einer zweiten Schablone wie gedacht klappt.
19. Juni 2022: Bodenblech Kondensatbehälter der RUR
In das Bodenblech des Kondensatbehälters wurden Kernbohrungen für die Armaturenanschlüsse eingebracht und die Bodenblech-Dichtflächen grundiert.
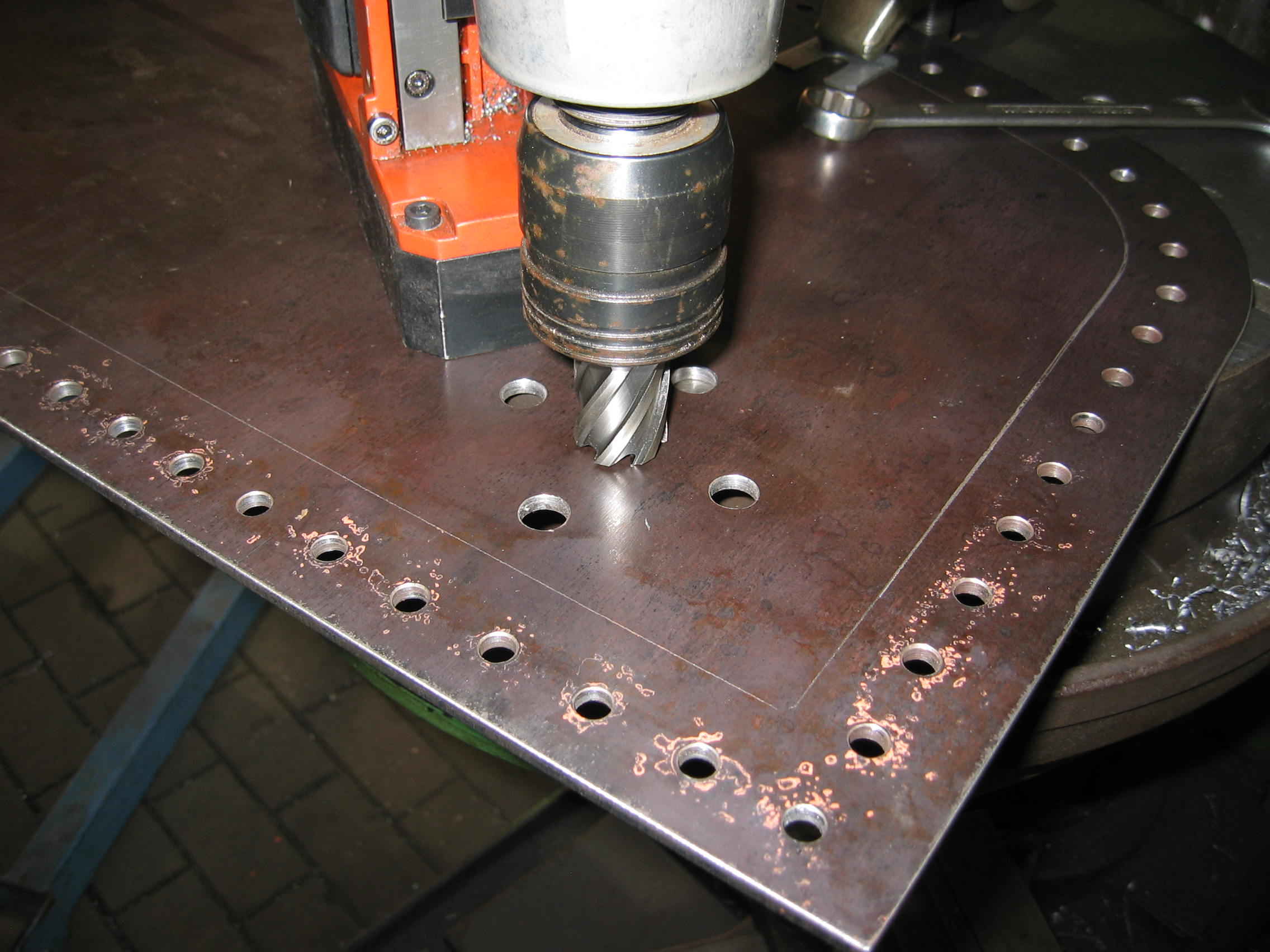
In Vorbereitung für die Nietarbeiten wurden dann noch 100 Niete ø 8 x 19 mm sowie 100 Niete ø 8 x 23 mm abgelängt und einbaufertig entgratet. Da hat sich die gebaute Vorrichtung zum Ablängen wieder mal bewährt.

18. Juni 2022: Bremszylinder OEG 805
Zur Durchsicht wurde der Bremszylinder für den OO 805 auseinandergenommen. Rechts im Anschnitt ist das Gehäuse zu sehen. Bei den OEG-Güterwagen waren stehende Bremszylinder verbaut. Schön ist, daß wir noch einen passenden Bremszylinder alter Bauart mit gegossenem Gehäuse aus Grauguß im Bestand hatten.

17. Juni 2022: Radsätze für KKB 7
Nach etwas mehr als zwei Jahren sind bei einer Radsatzwerkstatt die Radsätze für unseres Salonwagens KKB 7 fertiggestellt worden. Im Bild zusammen mit 4 weiteren Radsätzen für Güterwagen; 4 weitere Radsätze folgen noch in den nächsten Wochen.
