
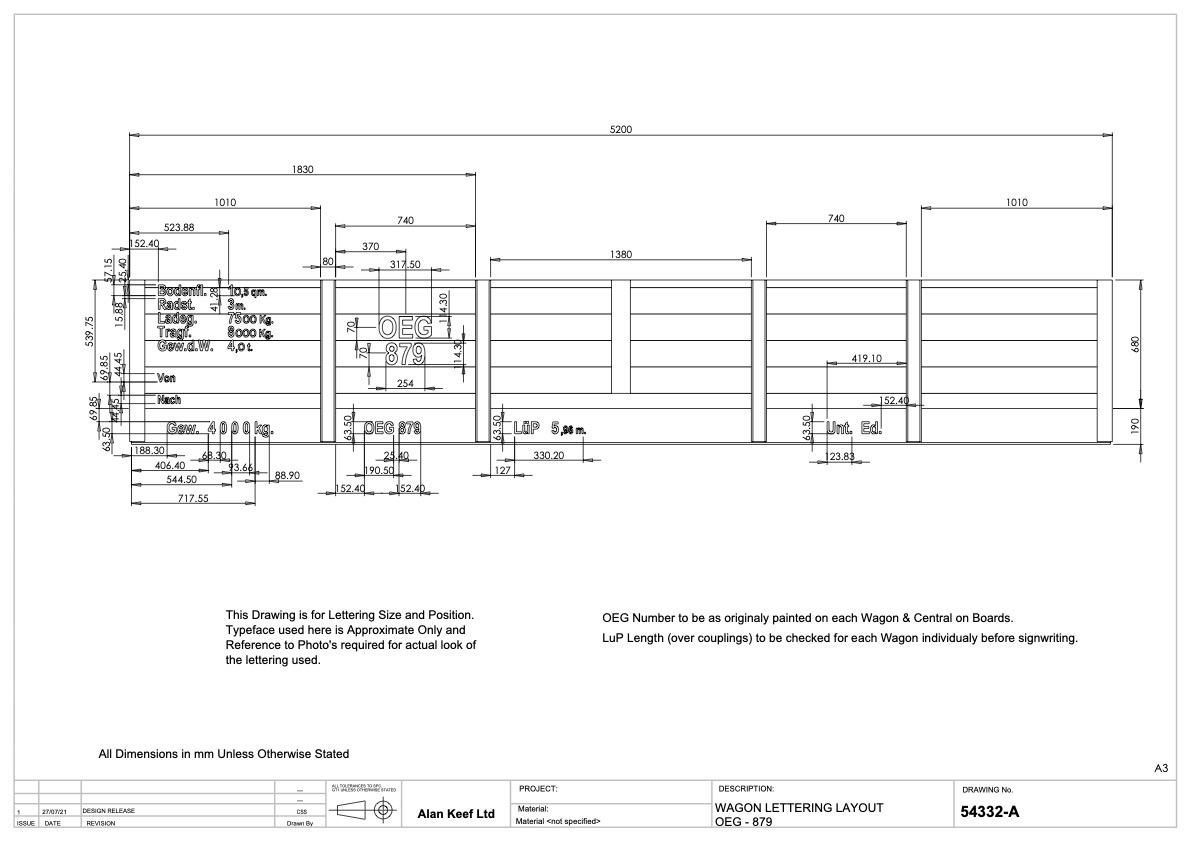
31. Juli 2021: OEG 879
Beim O-Wagen OEG 879 sind die Anstricharbeiten am Rahmen abgeschlossen und demnächst werden die Beschriftungen am Rahmenlängsträger angebracht. Hierzu hat Alan Keef eine Zeichnung angefertigt, aus der Lage und Größe der Beschriftung hervorgeht.
Mit dem OEG 879 ist dann der 16. O-Wagen der früheren SEG / OEG aufgearbeitet. Im Frühjahr 2023 folgen zur Komplettierung unserer OEG-Garnitur aus O-Wagen noch die beiden Vierachser OEG 805 und 809.
28. Juli 2021: Feuerlöschanschluß
Zumeist an den Speiseleitungen sind an Kleinbahnloks Feuerlöschanschlüsse zu finden. Diese Anschlüsse werden auch benutzt, um an einer kalten Lok den Kessel mit Wasser zu befüllen. Für unsere Loks haben wir eine Partie Knebelmuttern bekommen. Die Knebelmuttern haben ein Sondergewinde Sg 56 x 3,75 nach DIN 30293 - ein Rundgewinde, das nach meinem Kenntnisstand nur an Dampfloks zu finden war und heute nicht mehr gebräuchlich ist. Das Gewinde mit dieser "krummen" Steigung konnte kostengünstig bei einem Lieferanten auf einer CNC-Drehmaschine gedreht werden.

Den zugehörigen Stutzen werden wir wohl auf einer konventionellen Drehbank fertigen müssen. Da an den Drehmaschinen, auf die wir Zugriff haben, die im Standard verbauten Getriebe bzw. Wechselräder diese Steigung 3,75 nicht unterstützen, werden wir uns noch ein passendes Zahnrad besorgen.
27. Juli 2021: Verkleidung Stehkessel Lok RUR
Die Verkleidung vom Stehkessel auf der Heizer-Seite ist jetzt auch fertig.

26. Juli 2021: Konstruktion Wasserkästen für die RUR
Bei der RUR waren die Wasserkästen mit dem Lokkasten verbunden bzw. die Bleche des Lokkastens bildeten die Außenwand der Wasserkästen. Beim Umbau zur feuerlosen Speicherlok wurden 1943 die Wasserkästen nahe an der Außenwand abgebrannt. Einerseits, weil die Wasserkästen jetzt ohne Funktion waren, andererseits aber auch, um den großen Speicherkessel überhaupt im Lokkasten unterbringen zu können.
Bevor es an den Schablonenbau und die CAD-Konstruktion für die neuen Wasserkästen geht, haben wir die alten Außenbleche vermessen und mit der Fabrikzeichnung verglichen. Hier im Bild der obere rechte Teile der Vorderwand der Lok: Links die Scharniere für die Fronttür der Lok, rechts daneben und oben die Reste des abgebrannten Wasserkastens. Durch ein Nachmessen konnten wir rekonstruieren, das für den Wasserkasten L-Profile in der Abmessung 40 x 40 x 6 verwandt worden waren. Ein Detail, das aus der Fabrikzeichnung nicht hervorgeht. In rechten, rostigen Bereich war das Außenblech vor dem Ausbau von außen um den Eckpfosten des Lokkastens gebogen gewesen.

Hier die dazu passende Innenansicht. Schön ist zu erkennen, das im Bereich des Bodenringes die Kanten des Eckpfostens angeschränkt sind, damit es beim Übergang vom Eckpfosten auf das Außenblech kein Loch zwischen L-Profil und Außenblech gibt. Schließ soll der Wasserkastens in diesem Bereich auch dicht sein - in der Hoffnung, dass uns das bei Neubau und Vernieten der Wasserkästen auch wieder gelingt.

d
25. Juli 2021: Domverkleidung Lok RUR
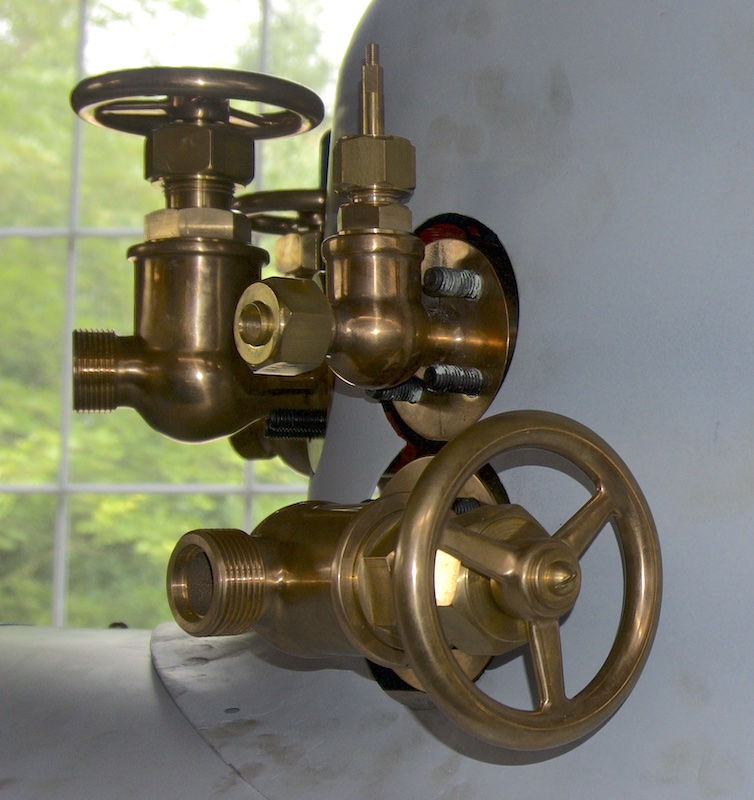
"Fummelarbeit" ist das Anpassen der Domverkleidung an unserer Lok RUR. Wie beim Original haben wir die Domverkleidung längsgeteilt. Hier die Sicht, die sich zukünftig dem Lokführer (Tf) bieten wird. Von links nach rechts:
- Anstellventil für den Injektor auf der Tf-Seite
- Anstellventil für den Hilfsbläser (Handrad fehlt noch)
- Anstellventil für den Körting-Doppelsauger (Handrad zur Seite)
- Befestigung für die Führung des Reglerhebels
- Anstellventil für die Dampfheizung
- Anstellventil für das Läutewerk
24. Juli 2021: Instandsetzung Sandkasten RUR
Bei der Restaurierung von Dampfloks sind viele Arbeiten umfangreicher als erhofft. Statt "Sandstahlen - Grundieren - Fertig" müssen am hinteren Sandkasten der RUR umfangreich Bleche erneuert werden, da die alten Bleche nach dem Wegstrahlen von Farbe und Rost einfach zu löchrig waren.

Zumindest die Trichter zum Einhängen der Sandfallrohre können wir weiterverwenden.

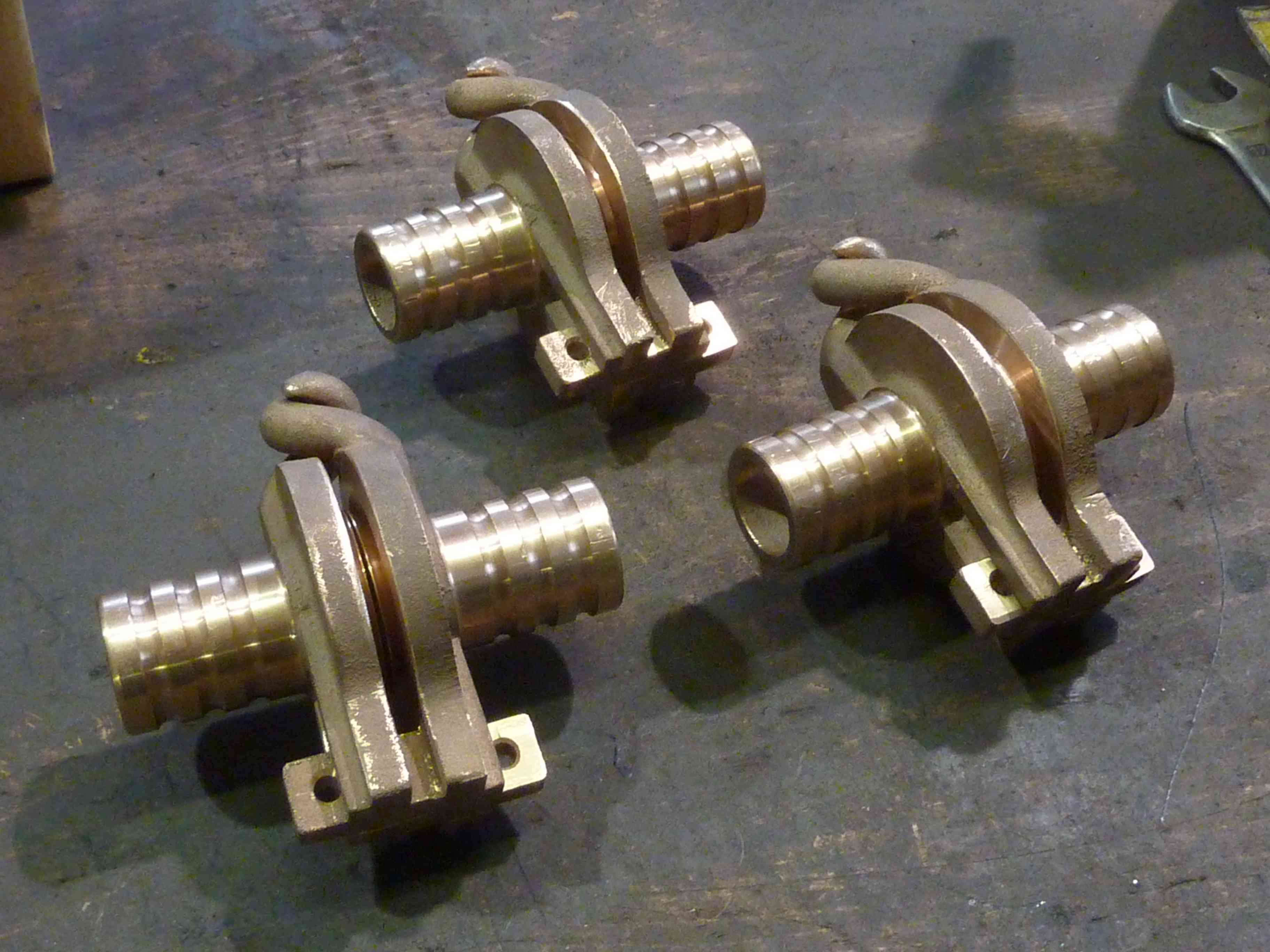
23. Juli 2021: Kupplung für die Saugluftbremse
Für die RUR und die E.K.B. 14g haben wir die Kupplungsköpfe für die Saugluftbremse bearbeitet. An den Kupplungsköpfen fehlen noch die Gummidichtungen. Die zugehörigen Schläuche sind zwischenzeitlich auch eingetroffen.
22. Juli 2021: Hinterer Sandbehälter RUR
Auch der hintere Sandkasten der RUR ist vom Strahlen zurück. Nach dem Strahlen wurden diverse Löcher und Beschädigungen sichtbar, die offenbar nicht nur durch Korrosion, sondern auch durch Granatsplitter oder Beschuß im zweiten Weltkrieg entstanden sind. Düren war im Zweiten Weltkrieg die am schwersten zerstörte Stadt Deutschlands. Von den 126 Fahrzeugen der Dürener Eisenbahn AG hatten nur 14 Rollwagen den Krieg ohne einen Schaden überstanden.

21. Juli 2021: Translokation des vorderen Sandkastens der RUR
Beim Umbau unserer Lok RUR im Jahr 1943 zu einer Dampfspeicherlok wurde der vorher an der Rauchkammer aufgehängte vordere Sandbehälter oben auf den Speicherkessel gesetzt und erhielt dabei 4 Füße. Ohne Funktionen verblieben an der Rückseite des Sandkastens die früheren Aufhängehaken und am Boden des Behälters die Haken zum Einhängen der Ketten der Sandfallrohre.

Nach dem Strahlen und Grundieren wird der Behälter zur "Anprobe" an seinen ursprünglichen und zukünftigen Platz gehalten. Jetzt ist auch ersichtlich, warum die Fallrohre nicht fest mit dem Behälter verbunden sind. Vor dem Öffnen der Rauchkammer müssen die Fallrohre ausgehängt werden.
Der Schornstein wird später noch mal um 180 Grad gedreht, damit der Flansch für den Hilfsbläser nach hinten zeigt.

17. Juli 2021: Türgriffe für die Lenz Personenwagen
Für unsere Personenwagen aus Pommern haben wir passende Garnituren Türbeschläge und -griffe besorgt.

16. Juli 2021: Abteil-Trennwände für FKB 10
Für unseren Personenwagen FKB 10 wurde ein Trennwandmuster geschreinert und auf die kurze Musterbank gesetzt. Rechts daneben eine weitere breite Mustertrennwand für die 3er Sitzbänke.

15. Juli 2021: Knieleisten für die Holzklasse
Für das bequeme Sitzen in der Holzklasse: Für die Holzbänke in den 3.-Klasse-Abteilen vom FKB 10 und KKB 7 hat unser Schreiner die Knieleisten gefertigt.

14.Juli 2021: Achslagerführungen E.K.B. 14g
Die neuen Gleitplatten aus Rotguß sind passend zu den überarbeiteten Achslagerführungen an dem Rahmen bearbeitet und an die Achslagergehäuse montiert.

13. Juli 2021: Treib- und Kurbelzapfen für die E.K.B. 14g
Wegen Covid-19 waren in Tschechien viele Betriebe über Wochen geschlossen; auch jener Betrieb, wo die Trieb- und Kurbelzapfen unserer Lok zum Härten weilten. Kurz vor unserem Besuch waren die Zapfen endlich nach Zamberk geliefert worden und bei der Besichtung noch schwarz und "handwarm" vom Härten.

12. Juli 2021: Radsätze E.K.B. 14g (2)
Im Rahmen des Besuchs in Zamberk konnten auch die Arbeiten an den Radsätzen der Lok E.K.B. 14g begutachtet werden.
Die Radsätze, hier ohne Reifen und Kurbelzapfen, erwiesen sich als wenig problematisch.

11. Juli 2021: Rahmen E.K.B. 14g
Endlich konnten wir nach Monaten Warten in die Werkstatt nach Zamberk fahren um die weiteren Arbeiten an der E.K.B. 14g durchzusprechen.
Die Arbeiten am Rahmen sind weitgehend abgeschlossen und schön geworden. Der Rahmen liegt momentan auf dem Rücken und in dieser Postion werden auch die Achslager eingebaut und erst danach der Rahmen gedreht.

Die überarbeiteten Achslagerführungen mit neuen Paßschrauben.

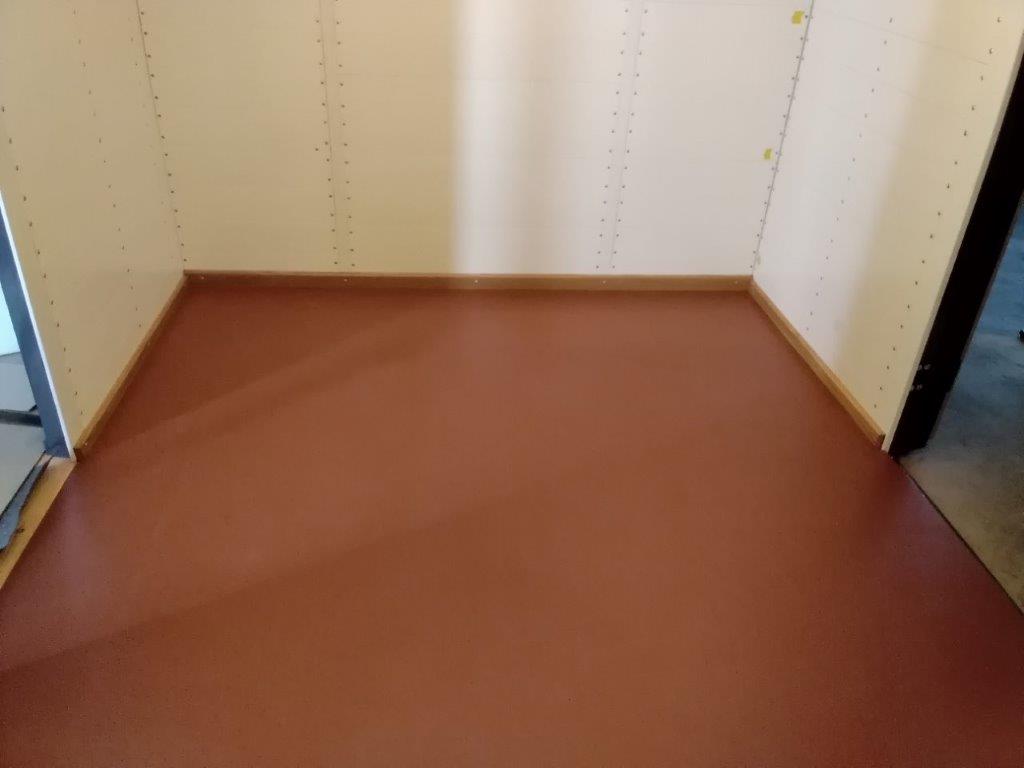
8. Juli 2021: Zweite-Klasse-Abteil im FKB BPwPost 6
Der Linoleum-Boden im Personenabteil vom FKB 6 ist verklebt und Fußleisten sind fertig mit Messingschrauben verschraubt.
7. Juli 2021: Bemusterung Personenwagen StMB 13
Im Jahr 2018 hatten wir zum beim Vorbesitzer neu aufgebauten Personenwagen StMB 13 eine Liste erstellt, was an Beschlagteilen und Ausrüstungteilen zum "Supern" des Wagens noch so fehlt, von "A" wie Aschenbecher bis "Z" wie Zugschlußhalter. Das Treffen am letzten Samstag in Veendam haben wir genutzt, um die Liste von 2018 durchzugehen und die zwischenzeitlich beschafften Teile zu bemustern und - sofern wir verschiedene Ausführungsformen haben - die zum Wagen passende Variante auszuwählen.
Bei Neubau des Wagenkastens in Hamburg hatte der Wagen für die elektrische Beleuchtung recht klobige Elektro-Armaturen aus dem Bereich der Schiffsausrüstung bekommen. Passende Lampen haben wir nachgefertigt, auch bahnkompatible Stecker haben wir ausgewählt. Was noch fehlt ist ein kleinbahntypischer Schalter für die Beleuchtung.
Die Bielefelder Kreisbahn hat in den 1930er-Jahren in ihre Personenwagen eine elektrische Beleuchtung vom Hersteller Pintsch eingebaut. In unserem Prsonenwagen BK 7 hat der damals eingebaute Schalter die Modernisierung in den 1950er-Jahren in Bielefeld und die Entfeinerung bei der Borkumer Inselbahn überlebt. Wir werden vorsichtig den Deckel des Drehschalters im Wagen abbauen und für den StMB 13 (und andere Wagen) nachfertigen lassen. Rechts neben dem Schalter im BK 7 die ebenfalls originale Fassung für die Sicherung.

6. Juli 2021: Fensterrahmen für FKB 10 und KKB 7
Die Fensterrahmen für den FKB 10 und den KKB 7 sind fertig gebaut, die Winkel und Gurthalter sind eingearbeitet und angeschraubt.

Nicht vergessen wurden die mit Stoff bezogenen Laufleisten.

Die Fenster im FKB 10 hat unser Schreiner auch schon mal eigehangen um zu sehen, ob alles so passt.

Und hier ein Blick auf die Außenseite.

5. Juli 2021: Montierter Körting Doppelsauger
Mit zusammengeschraubtem Gehäuse und mit eingebauter Spindel ist der Körting-Doppelsauger ein richtiger Brocken geworden.

Was auf dem Foto nicht zu sehen ist: Die Innenkegel der beiden Düsen müssen noch gefräst oder gerieben werden.
Danach kann der Sauger bei passender Gelegenheit über Schläuche an die Dampfheizung der SPREEWALD (zum Abzapfen von Dampf) und deren Vakuumleitung (zum Testen der Saugleistung) angeschlossen werden - und geschaut werden, ob in der Praxis alles so wie in der Theorie angedacht funktioniert.
4. Juli 2021: Rahmen Güterwagen MKB F Nr. 4
Die Stahlarbeiten an unserem Weyer GG F Nr. 4 der Mindener Kreisbahnen sind abgeschlossen. Aktuell ist der Wagen in unserem Magazin eingelagert bis die Schreinerei wieder freie Kapazität für die Holzarbeiten hat.

Auf der freien Hallenfläche rechts neben dem Wagen werden im Herbst Gleise verlegt, um die aufgearbeiteten Wagen geordnet abstellen zu können.
3. Juli 2021: Forschung am Personenwagen BK 7
Das erste Mal seit Herbst 2020 konnten wir uns wieder zu viert im Magazin in Veendam treffen, um diverse Ersatzteile einzulagern oder abzuholen.
Die Gelegenheit haben wir genutzt, um im Bielefelder Personenwagen BK 7 (später Borkumer Inselbahn 102) die bei einer Modernisierung / Entfeinerung in Bielefeld angebrachte Wandverkleidung aus Preßspan von einer Stirnwand zu lösen: Hinter der Preßspanplatte ist die ursprüngliche Wandverkleidung zu finden. Deutlich ist an den Leisten Bierlasur zu entdecken. Die in der Farbe abweichenden Sperrholzbretter der Füllungen sind auf der Rückseite profiliert; dies sind die ursprünglichen "Kassetten", die beim Umbau demontiert und dann verkehrt herum wieder festgenagelt wurden.

27. Juni 2021: O-Wagen GbKB 1050 (1)
Am Rahmen vom O-Wagen GbKB 1050 sind jetzt die Achslagerführungen wieder angebaut. Auch die Aufnahme für die Abfederung der Zugstange ist fertig.

26. Juni 2021: Kesselverkleidung Lok RUR (3)
Die Anpassungsarbeiten an der Kesselverkleidung der RUR sind ein gutes Stück vorangekommen. Einige Verkleidungsbleche haben wir geteilt, damit die Verkleidung auch bei montiertem Kessel (hoffentlich) im Bedarfsfall abgenommen werden kann. Wenn alles passt, wird die Verkleidung nochmal demontiert, um den Kessel gründlich zu isolieren. Dies ist auf einer Kastenlok wichtig, wo Lokführer und Heizer direkt neben dem Kessel stehen.

In Arbeit ist noch das seitliche Verkleidungsblech für den Stehkessel auf der Heizerseite.

25. Juni 2021: Luftpumpentausch
Für unsere Dampflok E.K.B. 14g konnte ich eine aufgearbeitete einstufige Westinghouse Luftpumpe, Baujahr 1906, kaufen.

Da dies genau der Luftpumpentyp ist, der auf Fotos unserer Lok 4 / 99 7204 aus den 1930er-Jahren zu sehen ist, werden wir diese Pumpe an der Lok 4 montieren und für die 14g jene Pumpe nehmen, die aktuell bei EWK in Mönchengladbach überholt wird. Hier ein Foto der zerlegten Pumpe nach dem Sandstrahlen der Teile. Im Gegensatz zur Luftpumpe vom Baujahr 1906 hat der Luftzylinder Kühlrippen und wird nicht verkleidet.
