
23. August 2025: Kleinbaan im Odenwald - Bergung 018 Kar Teil 3
Nach den bereits vor 2 Monaten erfolgten Vorarbeiten (Teil 1 vom 14. Juni 2025 und Teil 2 vom 19. Juni 2025) konnten wir nun einen Termin mit unserem Haus- und Hofspediteur Remmers B.V. vereinbaren, der einen den topographischen Gegebenheiten im Gammelsbachtal angepassten Kran-Lkw verfügbar hatte, der auch schon bei früheren Aktionen für uns im Einsatz war (z.B. in Sankt Goarshausen), um den Wagenkasten des "018 Kar", bzw. "LAG 589" zu bergen. Es war ja schon zuvor kommuniziert worden, daß der Ladeort schwierig erreichbar sein würde, was Fahrer Hendrikus zum Glück nicht als Schikane, sondern als Herausforderung ansah. Am Vortag hatten wir noch mit Hochentaster letzte Hindernisse beseitigt und das Wagendach von seinem Efeupolster befreit. Die dort ansässige Haselmaus mußte leider umziehen.
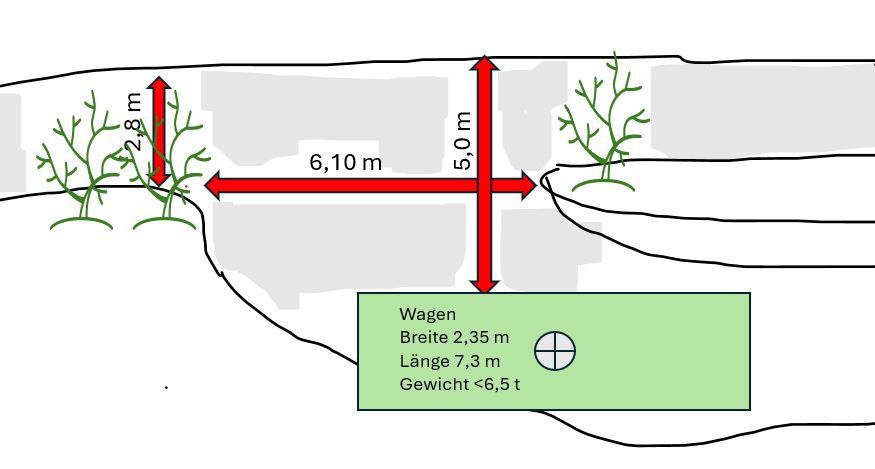
Tatsächlich hatten wir den Platz zuvor korrekt vermessen und die Maße mit dem Kran-Lkw abgeglichen, denn der Platz für die Kranstützen paßte zentimetergenau zwischen die Bäume.
Insgesamt dauerte die Ladeaktion fast vier Stunden, wobei der Wagenkasten schon nach knapp zwei Stunden auf dem Lastwagen stand.
Der kritischste Moment stand ganz am Anfang, aber der kurvige Waldweg wurde vom Fahrer routiniert bewältigt. Hier sind die Stützen bereits ausgefahren und der Kran macht sich bereit. Man sieht, daß auf der Bergseite nicht viel Platz blieb. 
Anschlagpunkte gefunden und sicher befestigt.

Man sieht den Wagen vor lauter Bäumen nicht. Wir waren bemüht, den Schaden an der Vegetation gering zu halten.

Er schwebt.


Und langsam und vorsichtig werden Kranarm und Waggon um die Bäume herum gezirkelt.



Jetzt schwebte der Wagenkasten schon mal über dem Lkw. Aufgrund der Struktur unter dem Fahrzeugrahmen (es waren noch diverse Leitungen darunter vorhanden und die Pufferplatten stehen auch unter dem Rahmen hervor) und den sich daraus ergebenden Auflagemöglichkeiten mußte er aber nochmal durch passendes Rangieren zwischen Bäumen um weitere 180 Grad gedreht werden.

Nach der vollendeten Pirouette stand er nun mit der höheren Dachseite rechts auf dem Lkw. Das Verzurren war die längste Prozedur des Aufladens; vor allem die Befestigung der angesichts der nicht transportfesten alten Dacheindeckung notwendige Transportplane nahm viel Zeit in Anspruch.
Hier ist er nun nach fast zwei Stunden fertig verpackt dabei, den schmalen Waldweg zu einem größeren Holzverladeplatz zu verlassen, wo die Schutzplane noch ordentlich abgespannt wurde.
 Fertig verladen! Diese Fuhre war dann am 21. und 22.8.2025 auf der A67, A3 und A 31 in Richtung Norden unterwegs. Wer hat sie gesehen? Die Abfahrt erfolgte gegen 14 Uhr, wonach die noch mitgebrachten Werkzeuge und Kleinteile in unseren Transporter verstaut werden mußten.
Fertig verladen! Diese Fuhre war dann am 21. und 22.8.2025 auf der A67, A3 und A 31 in Richtung Norden unterwegs. Wer hat sie gesehen? Die Abfahrt erfolgte gegen 14 Uhr, wonach die noch mitgebrachten Werkzeuge und Kleinteile in unseren Transporter verstaut werden mußten.
 Auch die Mannschaft von Kleinbaan Service war am Donnerstagabend nach in der Summe fast 16 Stunden Fahrzeit und dem Zurückräumen aller mittransportierten Werkzeuge gegen Mitternacht wieder zuhause. Das hölzerne Hilfsfahrgestell des Wagens (siehe Beitrag vom 19. Juni) kommt wieder zurück in den Brennholzstapel. Diese antike Methode funktioniert, ist aber verschleißbehaftet.
Auch die Mannschaft von Kleinbaan Service war am Donnerstagabend nach in der Summe fast 16 Stunden Fahrzeit und dem Zurückräumen aller mittransportierten Werkzeuge gegen Mitternacht wieder zuhause. Das hölzerne Hilfsfahrgestell des Wagens (siehe Beitrag vom 19. Juni) kommt wieder zurück in den Brennholzstapel. Diese antike Methode funktioniert, ist aber verschleißbehaftet.

Wir danken auch dem Grundstücksnachbarn für die Geduld, da wir ihm die Zufahrt zu seiner Wiese zwecks Mahd für Stunden leider versperrten.
Gestanden hat der Wagenkasten seit seinem Verkauf an den Schrotthändler Canali im Januar 1965 im Gammelsbachtal nordwestlich von Eberbach - über 60 Jahre lang.
Von 23 Personenwagen der Schmalspurbahn Mosbach - Mudau befinden sich damit 9 Exemplare in Händen von Eisenbahnmuseen.
22. August 2025: Schiebetür SKB 143
Unser Güterwagen SKB 143 hat seine erste Schiebtür erhalten.

21. August 2025: Aschkasten-Kratze für die RUR
Für die RUR war noch eine passende Aschekratze zum Ausziehen der Asche bzw Schlacke zu bauen. Bedingt durch die schlechte Zugänglichkeit muss die Kratze gerkröpft werden. Nach Ermitteln der genauen Abmessungen geht es los mit dem Bau einer Biegehilfe zur Herstellung der Handöse der Aschekratze....

.... weiter geht es mit dem Warmbiegen der Handöse...

... und dem passendes Ablängen und Verkröpfen der Stange und des Schildträgers, bis der Aschkasten leidlich von aussen erreichbar ist.

Das Ausräumschild ist zunächst nur provisorisch angepunktet, um zunächst die Praxistauglichkeit testen zu können.

20. August 2025: Einschleifen Sicherheitsventile RUR
Die Sicherheitsventile sind eingeschliffen.

Der Deckel ist aufgesetzt; noch fehlt der Anbau der beiden Bügel und Federn.

19. August 2025: OSMEKA-Zeichnungsschrank
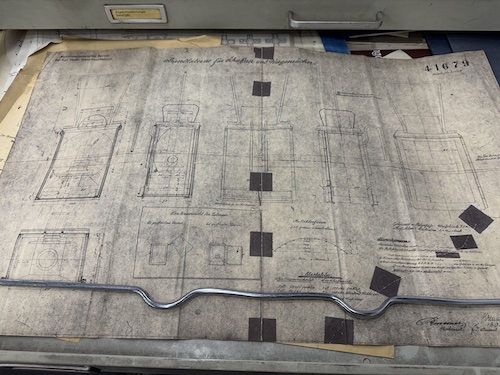
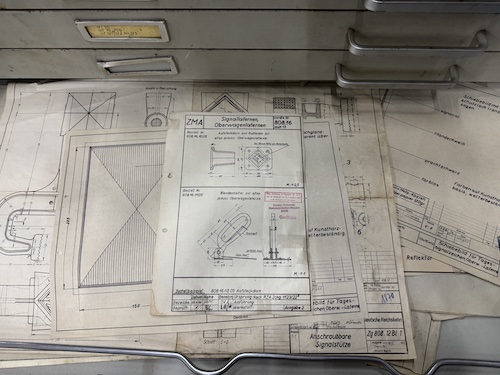
Von Werner Rohde haben wir einen Zeichnungsschrank voller Zeichnungen für Eisenbahnlampen bekommen. Die meisten Zeichnungen stammen noch aus der Lampenfertigung der Osnabrücker Metallwerke J. Kampschulte & Co. (OSMEKA), später von Unger ergänzt und Zeichnungen und Kataloge anderer Lampenhersteller. Wir werden in Zusammenarbeit mit dem VDMT diesen Schatz für die Museumsbahnen erschließen und in den nächsten Jahren nach Invetarisierung und Scannen im digitalen Dokumentenarchiv des VDMT zugänglich machen. Langfristig ist eine Aufstellung von Zeichungsschrank, zusammen mit den übernommenen Werkzeugen, Druckstempeln und Esatzteilen, in unserem geplanten Museum vorgesehen.
18. August 2025: Tischchen für das Salonabteil KKB 7
Am Samstag haben wir in unserem Magazin Teile für die laufende Projekt eingesammelt und die nächsten Aufarbeitungen durchgesprochen. Als Überraschung hatte unsere Tischlerei das Tischchen für unseren Salonwagen mitgebracht und dann im Wagen aufgebaut.

17. August 2025: Anprobe für das Heizerbesteck
Eine neu beschaffte Heizerschaufel wurde ausprobiert. Der Arbeitsraum bei Kastendampflkomotiven ist nur sehr beschränkt, weswegen hier nur eine Schaufel mit einem extrem kurzen Stiel zum Einsatz kommen kann.

16. August 2025: Dachaufbauten RUR
In die Dachhaut haben wir Löcher geschnitten und aufgebohrt, damit alles auf dem Dach wieder festgeschraubt werden kann.

Der Dachaufsatz über den Sicherheitsventilen mit der Pfeife.

Auch das Latowski-Läutewerk ist wieder an seinem Platz. Daneben die gerade neu angefertigte Abdampfleitung für die Glocke.

15. August 2025: Stellkeile RUR
Bei den Stellkeilen wurde die voher etwas zu rauhe Oberfläche ein wenig verbessert.


14. August 2025: Lokkasten RUR in die Waage bringen (2)
Nach dem Ausrichten der RUR in der Höhe wurde die richtige Länge der "Stößel" der vorderen Blattfedern ermittelt. In Querschnitt und Dicke passende Vierkantenscheiben wurden angefertigt, angeschweißt, sauber geschliffen und die Federn lackiert.

Zwischenzeitlich sind nach dem Trocknen der Farbe die Federn wieder eingebaut.
13. August 2025: Lokkasten RUR in die Waage bringen (1)
Beim Aufsetzen des Lokkastens und der Probefahrt war aufgefallen, daß die Vorderseite der RUR etwas tiefer hängt als die Rückseite. Zur Korrektur wurden die Achsgabelstege gelöst, die Lok unterklotzt und die linke vordere Feder ausgebaut.


Zum Austesten auf welche Höhe die Blattfedern müssen, haben wir Scheiben mit verschiedenen Höhen angefertigt.

12. August 2025: Abdeckbleche Schornstein und Abdampfleitungen RUR
An die bereits gefertigten beiden Abdeckblech-Hälften wurden Blechstreifen zum Überlapp bei der Montage angenietet.



11. August 2025: Baufortschritt am Rahmen GbKB 537
Ein Querträger am Rahmen vom GbKB 537 war von der PKP unfachmännisch getauscht worden und war mit dem Fahrgestell an allen Anschlußstellen verschraubt / geschweißt und stark deformiert. Hier half nur eine Neufertigung. Die anderen originalen Querträger und fast alle Winkelverbinder konnten hingegen weiterverwendet werden. Ein Querträger wurde hierbei gerichtet und die Bohrungen der Winkelverbinder an die neuen Rahmenlängsträger angepasst (Innerer Abstand der Rahmenlängsträger beträgt konstant jetzt wieder 1398mm). Ausgeleierte Bohrungen für die Bolzen der Hängeeisen wurden auftraggeschweißt und aufgebohrt. Die Hängeeisen sitzen jetzt wieder parallel in den entsprechenden Haltern.




10. August 2025: Baufortschritt G-Wagen SKB 143
Die Schiebetürfertigung samt Zuberhörteilen ist in vollem Gange: Die Aussparungen unten an den Türanschlagsäulen sind ausgearbeitet. Die Halterungen für die Laufschienen sind gekantet, gebohrt und montiert - ebenso die Eintrittsprofile hinter den Schiebetüren.





Auch die Haltewinkel für die obere Führungsstange der Schiebetüren sind fertiggestellt.

Die Maße für die Schiebetürrahmen sind ermittelt und die Rollenhalterungen samt Rollen, Achsbolzen und Nietkopfschrauben mit Innengewinden gelasert, gedreht und probemontiert.


Die Bühne ist samt Blechwinkeln am Einstieg fertig im Rohzustand montiert.

Alle Wandbretter sind fertig hergestellt, abgelängt, gewässert, geschliffen und beidseitig grundiert.
9. August 2025: Körting-Doppelluftsauger RUR
Auch der Sauger der Saugluftbremse hat seinen schwarzen Endanstrich erhalten.


8. August 2025: Verdrehmarkierungen Radreifen RUR
Die Radreifen und Radscheiben der RUR wurden schwarz lackiert und die vorgeschriebenen Verdrehmarkierungen angebracht.



7. August 2025: Besanden Dach RUR
Diese Woche ging es an das Besanden des Daches. Zunächst einmal musste Thomas feststellen, dass Baumärkte feuchten Sand in Säcke verpacken; der musste also erstmal getrocknet werden:

Glücklicherweise paßte das Wetter im Sauerland dazu.
Hier einige Bilder vom Fertigungsfortschritt - der dritte Auftrag mit Deckenmasse wird aufgestrichen und anschließend mit dem getrockneten Sand bestreut - nebenbei wurden noch die beiden Regenleisten montiert.



Der überschüssige Sand wird dann am Montag abgekehrt.
Die Methode zur Bespannung wird übrigens auch bei anderen Museumsbahnen praktiziert. Ein Foto einer Ausstellung im britischen Straßenbahnmuseum Crich (Crich Tramway Village) zeigt diese Arbeiten. 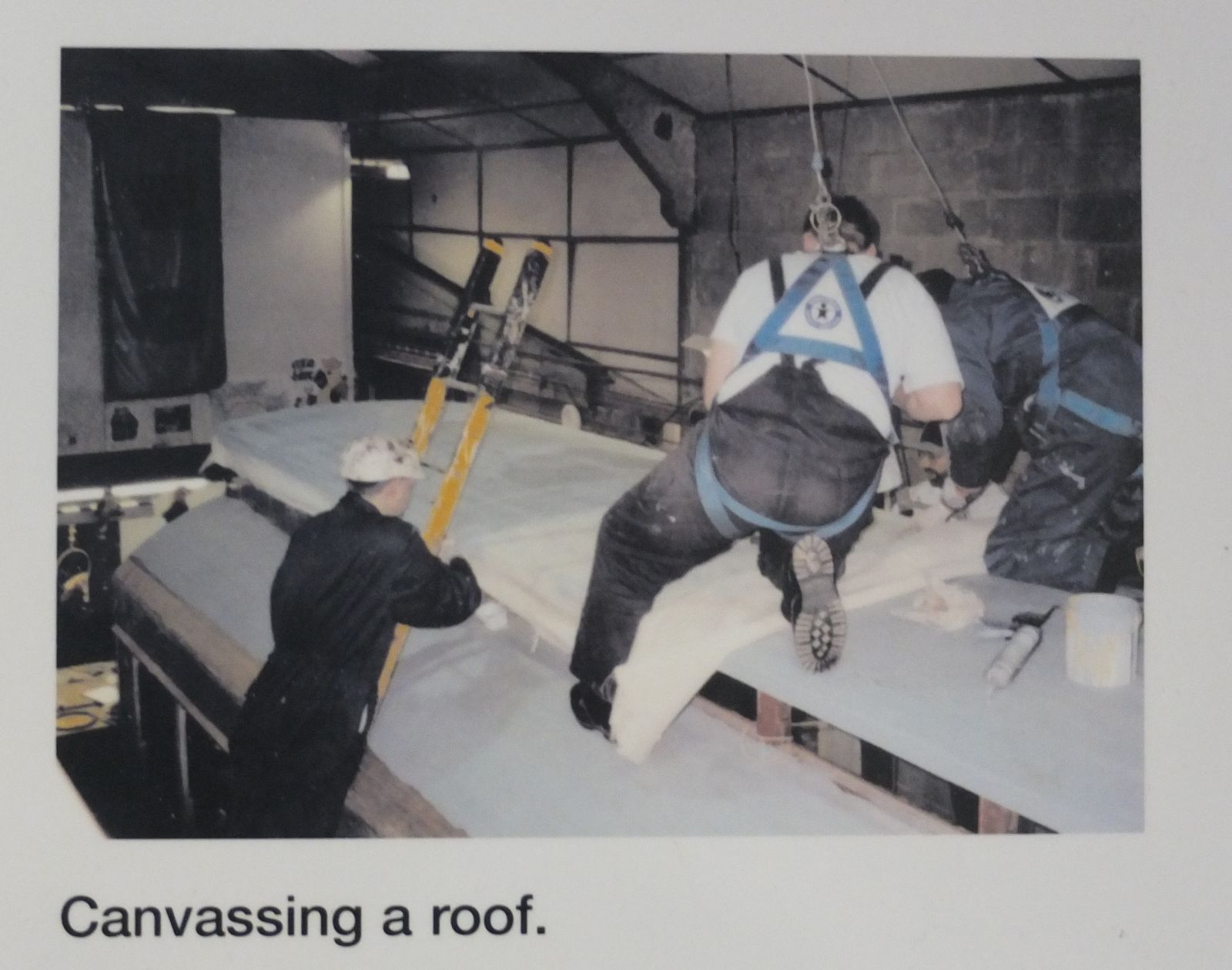
6. August 2025: Einfassleisten Kohlenkasten RUR
Als abschließende Arbeit sind am Kohlenkasten der RUR die hölzernen Abdeckleisten zum Lokkasten montiert worden.


Nach dem Anstrich passend zum schwarzen Kohlenkasten bzw. zur holzfarbenen Innenseite des Lokkasten ist die Entlüftungsleitung erst beim genauen Hinschauen zu entdecken.

5. August 2025: Instandsetzen Entwässerungsventil Luftpumpe RUR
Beim Probeanheizen der RUR war das automatisches Entwässerungsventil der Westinghouse-Dampfluftpumpe etwas undicht. Die Fehlersuche nach dem Ausbau ergab: Ventilsitze eingearbeitet und verschlissen. Zunächst - nach Anfertigung passender Ausdrehstähle - wurden die Sitze im Ventilgehäuse und am Ventilstempel nachgedreht.

Zum Test wurde dann noch schnell ein Druckluftadapter zur Dichtigkeitsprüfung gebaut. Das Ergebnis des Test war aber nicht zufriedenstellend - das Ventil arbeitet unzuverlässig; Wechsel zwischen absolut dicht und mehr oder weniger undicht.

Da auch mehrmaliges Einschleifen mit Schleifpaste zu keiner ausreichend konsistenten reproduzierbaren Verbesserung führte, wurde das Ventil auf Abdichtung via Viton-Ring umgebaut.


4. August 2025: Nietarbeiten GbKB 537 Teil 2
Niet für Niet gehen die Arbeiten am Rahmen vom GbKB 537 weiter. Die Nietverbindungen zwischen Pufferplatten, Kopfstücken und Rahmenlängsträgern sind hergestellt.


3. August 2025: Instandsetzung Boschöler RUR
Beim Boschöler wurde der Schauglashintergrund entrostet, entfettet und weiß lackiert. Mit dem eingedichteten Schauglas in der Öler jetzt wieder dicht.



Zum Abschmieren wurde der Ratschenantrieb teildemontiert.


Der Boschöler ist wieder am Rahmen montiert und Antrieb und Leitungen wieder angeschlossen.

2. August 2025: Erstes Pressebild RUR zur Bewerbung der Fahrten ab dem 12. September
Das Dach ist jetzt komplett mit der Dichtmasse aus Leinöl, Burgunderharz und Kreide gestrichen. Nach dem Trocknen gibt es nächste Woche an den zweiten Anstrich und das Besanden. Danach können die Dachaufbauten wieder montiert werden.

Die Lokschilder sind wieder montiert.

Auch wenn die Dachaufbauten noch fehlen und Klebeband und Schutzfolien oben am Wagenkasten optisch noch etwas stören, hier gibt es das erste "Pressebild" zur Bewerbung der ersten öffentlichen Fahrten der RUR ab dem 12. September bei der Selfkantbahn. Den Fahrplan wollen die Kollegen in Schierwaldenrath heute ausarbeiten . Das Ergebnis müsste dann zeitnah hier https://www.selfkantbahn.de/fahrplaene-angebote/veranstaltungen/125-jahre-gkb und hier Herbstfest Selfkantbahn erscheinen.

1. August 2025: Schornsteinaufsatz RUR und Abdampfleitung Schalldämpfer
Nach Aufbringung des Leinendaches wurde der Funkenfängeraufsatz oben auf den Schornstein gesetzt. "Unten" hat die RUR einen weiteren Funktenfänger in der Rauchkammer.

Für den Schallldämpfer der Saugluftbremse wurde die Abdampfleitung angefertigt.

Mit einem Halter ist die Abdampfleitung oben am Schornstein befestigt. Hinter dem Schornstein ist die Abblasleitung der Sicherheitsventile zu erkennen. Zum Schluß wurde das Abdeckblech weiter angepasst und mit Löchern für die Befestigung versehen.

30. Juli 2025: Zusammenbau Rahmen GbKB 537
Anbei einige Bilder von unserem G-Wagen GbKB 537. Bohren der Rahmenlängsträger, der Federböcke und vom Nieten der Federböcke.


Nietvorbereitung der Pufferbohlen mit Rahmenlängsträgern und Pufferplatten.


29. Juli 2025: Kohlenkasten RUR
Nach Montage der Innereien des Kondensatbehälters und dem Festschrauben des Deckels bzw. Fußboden des Kohlenkastens wurde dieser schwarz gestrichen. Die Ecke vom Kohlenkasten hinter der Luftpumpe werden wir noch als Werkzeugkiste abtrennen.
